





甘肃智宇塑胶有限责任公司与您一同了解天水球墨铸铁给水管公司的信息,聚乙烯的连接技术已经非常成熟可靠。统计数字表明,聚乙烯管的漏损率不到十万分之二,远远低于球墨铸铁管的%,大幅度提高了管道的安全性和经济效益,这也是燃气管道较多的使用聚乙烯管的非常重要的原因。粘接方法。给水管,一种绿色、节能、环保管材,不生锈、不结垢、不缩径、流体阻力小、可有效减低供水能耗、提高用水点给水量,是一种理想的管网用管道。给水管分金属管,复合管和塑料管。金属管主要分为紫铜管和不锈钢水管,金属管具有安全、卫生、耐用等诸多特点,是家装工装的的水管。
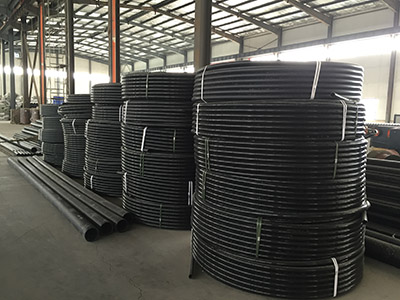
天水球墨铸铁给水管公司,PE给水管具有良好柔韧性和优良的耐刮痕的能力。PE给水管可耐低温。PE给水管具有良好的快速裂纹增长断裂韧性本公司生产的MPP电力电缆保护管、PE给排水管、HDPE双壁波纹管、玻璃钢管道及制品、道桥专用防水涂料,广泛用于高铁、高速、桥梁、机场、水利、市政电力通信等工程。本公司同时承接道桥防水工程。聚乙烯管材的使用寿命为50年以上,这一点不仅已为国际标准和国外的一些标准所确认,而且已经被实践所证明。聚乙烯能够推广应用的另一个原因是因为聚氯乙烯日益受到环境保护方面的压力。首先是聚氯乙烯本身的卫生性能题众所周知,在正规生产和严格控制下生产聚氯乙烯管是可以保证卫生性能的,容许应用在饮用水领域。但是还是有人担心在控制不严的地方可能会发生题如聚氯乙烯树脂中氯乙烯单体的超标,在给水用聚氯乙烯管的配方中误用了有毒的助剂。
将电加热板升温至℃,放置两管材端面中间,操作电动液压装置使两管端面同时完全与电热板接触加热。抽掉加热板,再次操作液压装置,使己熔融的两管材端面充分对接并锁定液压装置(防止反弹)。保持冷却时间松开,操作完毕。施工完毕,须经试压验收合格后,方可埋土投入使用。钢塑过渡接头连接是采用通过冷压或其它方式预制的钢塑过渡接头来连接聚乙烯管道和金属管道。钢塑过渡接头内有抗拉拔的锁紧环和密封圈,通常要求其有良好的密封性能和抗拉拔、耐压性能要大于系统中聚乙烯管道。以上就是PE管的连接方式,需要注意的是严禁以任何形式直接在聚乙烯管材、管件上车制管螺纹,采用螺纹连接;严禁采用明火烘烤聚乙烯管材、管件,直接连接。
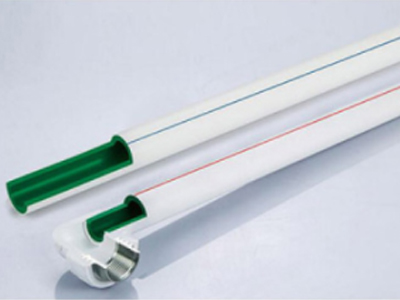
大号口径给水管批发,PE给水管焊接时,将两管轴线对中,先将两管端部点焊固定,PE给水管与法兰盘焊接,应先将给水管插入法兰盘内,点焊后用角尺找正,找平后再焊接.法兰盘应两面焊接,其内侧焊接不得突出法兰盘封闭面,PE给水管壁厚在5mm以上时,应切割坡口,保证充分焊透.坡口成形可采用气焊切割或坡口机加工,但应清除渣屑和氧化铁,并用锉刀打磨,直至露出金属光。给水用PE管材是传统的钢铁管材、聚氯乙烯饮用水管的换代产品。给水管承受一定的压力,通常要选用分子量大、机械性能较好的PE树脂,如HDPE树脂。LDPE树脂的拉伸强度低,耐压差,刚性差,成型加工时尺寸稳定性差,并且连接困难,不适宜作为给水压力管的材料。但由于其卫生指标较高,LDPE特别是LLDPE树脂已成为生产饮用水管的常用材料。
可挠性好HDPE管道的柔性使得它容易弯曲,工程上可通过改变管道走向的方式绕过障碍物,在许多场合,管道的柔性能够减少管件用量并降低安装费用。水流阻力小HDPE管道具有光滑的内表面,其曼宁系数为。光滑的表现和非粘附特性保证HDPE管道具有较传统管材更高的输送能力,同时也降低了管路的压力损失和输水能耗。搬运方便HDPE管道比混凝土管道、镀锌管和钢管更轻,它容易搬运和安装,更低的人力和设备需求,意味着工程的安装费用的大大降低多种全新的施工方式HDPE管道具有多种施工技术,除了可以采用传统的开挖方式进行施工外,还可以采用多种全新的非开挖技术如顶管、定向钻孔、衬管、裂管等方式进行施工,这对于一些不允许开挖的场所,是的选择,因此HDPE管道应用领域更为广泛。
把不保证的排水用聚氯乙烯管和管件误用到了给水管和管件等。其次是聚氯乙烯管的回收题聚氯乙烯和聚乙烯一样是热塑性塑料,从理论上讲都是可以利用的,但是各国的证明,旧塑料制品能回收再生的比例有限,主要的处理方式是焚烧回收能源,聚氯乙烯因为含氯,在焚烧时控制不好就可能产生有害物质,而聚乙烯仅含碳氢,焚烧后生成水和二氧化碳。涂抹粘接剂时,应先涂抹承口内侧,后涂抹插口外侧,涂抹承。口时应顺轴向由里向外均匀涂抹适量,不得漏涂或涂抹过量(g/m2)。粘接剂涂抹后,宜在1分钟内保持施加的外力不变,保持接口的直度和位置正确。粘接完毕后及时将挤出的多余粘接剂擦净,在固化时间内不得受力或强行加载。