交叉滚子轴承端跳-交叉滚子轴承运用场合-交叉滚子轴承技术难点
洛阳奥维特精密轴承有限公司始建于2018-12-06,是一家轴承独资企业。公司主要生产YRT转台轴承,经过多年的长期发展和技术革新,现已发展成一家专门的公司。为了扩大本行业市场需求,现诚邀广大的新老客户前来咨询,与我司共同建有质量文化的质量体系,创造有魅力、有灵魂的产品。

交叉滚子轴承端跳-交叉滚子轴承运用场合-交叉滚子轴承技术难点。
一、交叉滚子轴承用钢锻造难点
交叉滚子轴承用钢为GCr15SiMn轴承钢,其主要用于生产交叉滚子轴承的滚动体和内外圈,但这种轴承钢的要求比较高,主要的锻造难点如下:
1、需要保证原材料高的纯净度、碳化物分布均匀;
2、在加热过程中要防止原材料开裂和脱碳;
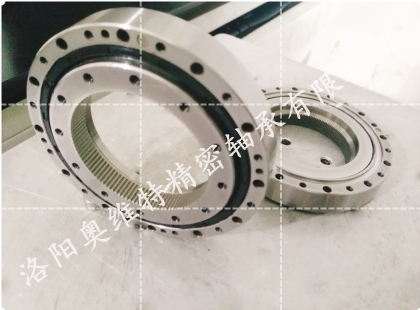
CRBH系列交叉滚子轴承
3、锻造过程中应充分打碎碳化物并防止锻件开裂;
4、锻后冷却要防止碳化物的析出和马氏体转变;
5、锻后预备热处理也要防止碳化物聚集,保证硬度均匀;
二、交叉滚子轴承用钢锻造控制
1、冶炼浇注
采用真空碳脱氧(LVCD),利用真空状态下反应,提高钢水的纯净度,减少脱氧产物进入钢水,降低钢水含量;采用VCD大大降低P、S偏聚。通过LVCD+VCD的方式保证了原材料的纯净度低和碳化物分布大致均匀。
2、加热
增加了750摄氏度的均温,保证钢坯在升高温时外温度基本一致。锻造前的保温温度为1200摄氏度,即保证了钢的塑性,又使钢在加热过程中不脱碳。
RA系列交叉滚子轴承
3、锻造和锻后冷却
此材料的蓝脆区温度为200~400摄氏度,热脆区温度为800~950摄氏度,应避免在此温度区保温,停留。始锻温度:1150摄氏度,终锻温度850摄氏度,此钢Ms点为200摄氏度,因此锻后转热处理工地吹风空冷到350度,防止碳化物析出和马氏体转变而开裂,左右进热处理炉,进行球化退火处理。
4、锻后预备热处理
热处理采用球化退火,其目的是降低硬度,便于加工;均匀组织,为淬火做好组织准备。采用反复循环球化退火工艺,因为有了能量的变化,激发形核量更多,球化均匀性一些,硬度的均匀性会改善。
我们公司始终秉承“诚信、公平、安全”的交易原则为有需求人士提供质量优异,价格实惠的YRT转台轴承。质量打出市场,管理创造效益。用品质好的高价值产品,结合科学规范的管理,公司业绩日益提升。奥维特精密轴承推荐有需求人士选择双方协商的物流方式,我们将时刻为您关注产品的安全运输。
交叉滚子轴承端跳-交叉滚子轴承运用场合-交叉滚子轴承技术难点。
交叉圆柱滚子轴承打滑原因
交叉圆柱滚子轴承座打滑是蹭伤轴承座的必要条件,但是出现打滑未必会引起表面蹭伤。如轴的振动和交变载荷,产生一种可以撕破润滑油膜的力而导致工作面(滚筒及内环滚道工作面较常见)的部分区域上出现蹭伤。因此可以想象,打滑蹭伤是在润滑油膜被破坏后,由于金属凹凸不平的粗糙表面的相互作用,引起材料转移的结果。有的材料被“沾去”,形成麻坑;而沾得较多的部位则突出原始表面之上。另外,工作面上有的部位被蹭伤,有的部位没蹭伤,这是与交变负荷及袖膜被破坏的程度有密切关系。严重时,由于滚柱与内环间产生过大的摩擦热量,使内环膨胀,减小了径向游隙,以致使轴承座卡死。
当轴承在工作时,滚柱应在内、外环滚道上做纯滚动的运动。如果要求驱动滚柱保持架有足够的拖动力,就可以克服其阻力,当滚筒拖动力不足以克服阻力时,这时,除了滚动之外,还会伴随着一些滑动,而这种相对于内环(或者外环)出现的运转速度差,就是打滑现象。

维修拆卸交叉滚子轴承的方法:
1、敲击法
敲击力一般加在交叉滚子轴承内圈,屏蔽机房敲击力不应加在交叉滚子轴承的滚动体和保持架上,此法简单易行,但容易损伤交叉滚子轴承,当交叉滚子轴承位于轴的末端时,用小于交叉滚子轴承内径的铜棒或其它软金属材料抵住轴端,交叉滚子轴承下部加垫块,用手锤轻轻敲击,即可拆下。在使用这种方法的时候,要注意垫块放置的位置要适当,着力点应正确,这样才能顺利拆卸。
2、拉出法
采用专门拉具,拆卸时,只要旋转手柄,交叉滚子轴承就会被慢慢拉出来。拆卸交叉滚子轴承外圈时,拉具两脚弯角应向外张开;拆卸交叉滚子轴承内圈时,拉具两脚应向内,卡于交叉滚子轴承内圈端面上。
3、推压法
用压力机推压交叉滚子轴承,工作平稳可靠,不损伤机器和交叉滚子轴承屏蔽机房。压力机有手动推压,机械式或液压式压力机推压。这种时候要注意压力机着力点应在轴的中心上,不得压偏,否则就会有影响。
4、热拆法
热拆法是一种用于拆卸紧配合的交叉滚子轴承。先将加热至100℃左右的机油用油壶浇注在待拆的交叉滚子轴承上,待交叉滚子轴承圈受热膨胀后,即可用拉具将交叉滚子轴承拉出。
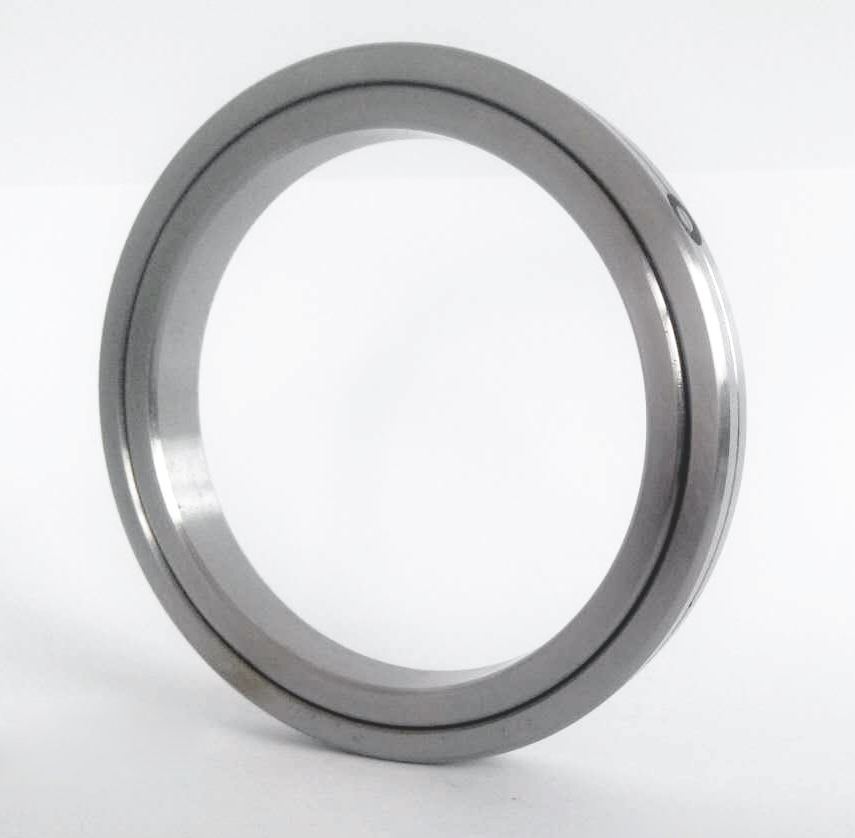
交叉滚子轴承
5、其他方法
另外要注意在拆卸轴承的时候如果轴承是直孔的,并且轴承孔径不大的情况下,就可以选择借助专用轴承扒子进行助力拆卸。但是要注意这种方法拆卸之后轴承是不能继续使用的了,如果要想继续使用,在进行拆卸时就要让交叉滚子轴承外圈一直保持旋转。如果轴承是锥孔,而且轴承上有通心油孔,这种情况下可以选择借助液压泵来进行拆卸。

交叉滚子轴承安装前准备工作
1、检查设计图
轴承在安装之前是都有设计图的,并且安装都要根据设计图上的要求规定来进行安装,那么设计图就很重要,不管是位置还是间距尺寸等都是很重要的,只有确定无误之后才能够放心安装,所以在安装前检查设计图是很有必要的。
2、检查轴承以及零件
在安装之前还要检查轴承是否有问题,要保证交叉滚子轴承能够正常使用,除了轴承之外还要检查轴和座孔以及有关零件的加工质量(如尺寸精度、形状精度和表面粗糙度等),并且检查轴和座孔的装配表面上是否有碰伤、毛刺、锈斑或固体微粒(如磨屑、砂粒、泥土)等存在,这些是会使轴承安装困难并使安装位置不正确,而且固体微粒如落入轴承内就会起研磨作用,当轴承旋转时就会磨伤或擦伤轴承的工作表面,所以在安装之前仔细加以检查,如发现有上述缺陷,应加以修正,以保证正常的安装使用。
3、做好清洁工作
如果轴承的表面出现毛刺、凸起碰痕、锈斑的情况下,应该先用细砂布打光,之后再对其进行清洗,交叉滚子轴承清洁一般是使用洁净的汽油、煤油、或二等溶液清洗洁净,并用洁净的抹布擦干。
4、做好润滑工作
将交叉滚子轴承清洁过后,我们就需要做好润滑工作,润滑后交叉滚子轴承在使用时才能够更加方便,润滑过后的轴承运行更加流畅,所以润滑工作是很有必要的。
5、安装检查
除了以上几点,交叉滚子轴承的安装是需要技术的,所以在安装之前应该找一些比较ZHUAN业的,或者是有经验的安装师傅来进行检查安装,这样一来在安装的过程中才不会出现错误,才能够保证安装的正常进行,以及安装后的正常使用。
6、准备好安装工具
在安装的时候也是需要一些安装工具的,只有准备好工具,在安装的时候才会更加得心应手,不会因为找工具而慌乱出错,从而造成安装出错,影响后期的正常使用。

交叉圆锥滚子轴承与标准轴承不同,在薄壁轴承中,每个系列中横截面尺寸被设计为固定值,在同一系列中横截面尺寸是不变的,它不随内尺寸增加而增加。使用大内孔、小横截面的滚子轴承可以用大直径的空心轴来代替小直径的实心轴,诸如:空气、水管、电线可以通过空心轴来提供,使设计更加简洁。
同时,可以节省空间,降低重量,显着降低摩擦,并提供良好的旋转精度。在不影响轴承性能和使用寿命的情况下,使用薄壁轴承,可以缩小设计的外部尺寸和降低生产成本。
交叉圆锥滚子轴承材料划分有两种:
1、表面火焰淬火或中频淬火,其材料为5CrMnMo、40CrMnMo、50Mn或65号钢,淬火性能较好的为前两种;表面淬火的锻件需经调质处理,硬度为HB229~270。交叉圆锥滚子轴承主要由内圈、外圈、单排十字交叉放置的滚子、保持架(或隔离块)、密封装置等零件组成。
2、全淬火,材料为GCr15SiMn,它主要用在冲击负荷较小的机械上。交叉滚子轴承全部使用的轴承材质为全淬火,特别适合于要求更高刚性和高运行精
洛阳奥维特精密轴承有限公司坐落于锦屏镇河下村中石化加油站对面,是一直专注于YRT转台轴承生产和研发的公司,产品的质量与服务都深受众多有需求人士满意认可。我司努力提高售后服务质量 , 提升客户满意程度。如您想选购优异的YRT转台轴承,欢迎前来咨询,我们有相关方面可靠人员为您介绍我们的产品。
在交叉滚子轴承技术难点,交叉滚子轴承端跳,交叉滚子轴承运用场合,YRT转台轴承等方面均有占有优势,欢迎您致电联系了解