




金阊不锈钢零件精密加工-长宁不锈钢零件加工厂家
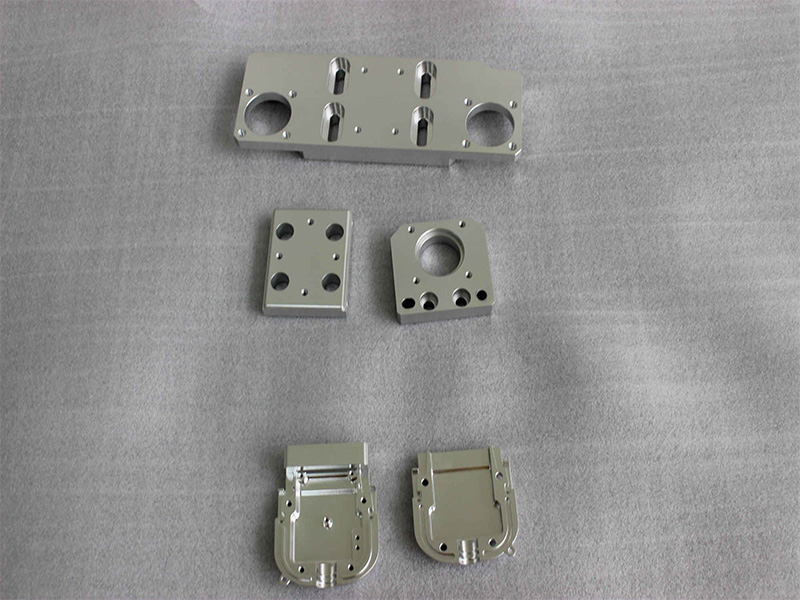
苏州市丰特诺科技有限公司坐落于迎春南路48号,以生产制造为基础,设计研发为发展成立的需求群体提供各种不锈钢零件加工,为客户分析解决在生产中与生产设备及工具工装有关的生产效率问题,技术精巧、服务到位。苏州市丰特诺秉承“追求,创造,奉献品质良好”的企业理念为您专程服务。


金阊不锈钢零件精密加工-长宁不锈钢零件加工厂家。
在进行机械加工中程序多且精密;因此,在处理中有不少问题是需要我们注意的,但是主要需要我们操作人员注意的有三点,下面小编就来告诉大家:
机械加工处理中需要注意的问题
1、为了保证加工精度,粗、精加工好分开进行:
因为粗加工时,切削量大,工件所受切削力、夹紧力大,发热量多,以及加工表面有较显着的加工硬化现象,工件内部存在着较大的内应力,如果粗加工连续进行,则精加工后的零件精度会因为应力的重新分布而很快丧失。对于某些加工精度要求高的零件。在粗加工之后和精加工之前,还应安排低温退火或时效处理工序来消除内应力。
2、合理地选用设备:
粗加工主要是切掉大部分加工余量,并不要求有较高的加工精度,所以粗加工应在功率较大、精度不太高的机床上进行,精加工工序则要求用较高精度的机床加工。粗、精加工分别在不同的机床上加工,既能充分发挥设备能力,又能延长精密机床的使用寿命。
3、在机械加工工艺路线中,常安排有热处理工序:
热处理工序位置的安排如下:为改善金属的切削加工性能,如退火、正火、调质等,一般安排在机械加工前进行。为消除内应力,如时效处理、调质处理等,一般安排在粗加工之后,精加工之前进行。为了提高零件的机械性能,如渗碳、淬火、回火等,一般安排在机械加工之后进行。如热处理后有较大的变形,还须安排终加工工序。
二、机械加工中的安全注意事项:
1、便于操作,减少来回走动,避免不必要的弯腰、踮脚动作。
2、定位准确可靠,防止稍有震动便产生误动作。
3、机床设备操作件运动方向和作部件运动方向要符合规定,并有简易符号标志。
4、手柄、手轮、按钮的结构和排列位置要符合规定。启动按钮应安装在机壳内或装设防止意外触动的护环。安装在轴杆上的手轮、手柄,在自动进刀时,会随轴转动伤人,因此应安装自动脱出装置。

随着不锈钢CNC加工性能的提高及切削刀具的改进,螺纹加工的方法也在不断的进步,螺纹加工的精度和效率也在逐渐提高。螺纹的加工质量和效率会影响零件的加工质量及加工中心的生产效率。在不锈钢CNC加工中有哪些常用的螺纹方法?
可以采用丝锥加工螺纹孔是常用的加工方法,它主要适用于直径较小(D<30),孔位置精度要求不高的螺纹孔。螺纹孔均采用柔性攻丝方法,即采用柔性攻丝夹头夹持丝锥,攻丝夹头可做轴向补偿,补偿机床轴向进给与主轴转速不同步造成的进给误差,保证正确螺距。
弹簧夹头相对于柔性攻丝夹头来说,结构简单,除夹持丝锥外,还可夹持立铣刀、钻头等刀具,可以降低刀具成本。同时,采用刚性攻丝,提高加工中心使用效率,降低一些成本。
螺纹底孔的加工对于丝锥的寿命、螺纹加工的质量等方面有较大影响。螺纹底孔钻头直径选择接近螺纹底孔直径公差的上限,这样可减少丝锥的加工余量,降低丝锥的负荷,提高丝锥的使用寿命。
选择丝锥时,要按照所加工的材料选择相应的丝锥,丝锥加工的编程较为简单。现在加工中心一般都固化了攻丝子程序,只需将各个参数赋值即可。数控系统不同,子程序格式也不同。
螺纹铣削主要用于大孔螺纹及难加工材料的螺纹孔的加工。不锈钢CNC加工的刀具材料一般为硬质合金材料,走刀速度快。只要是螺距相同,无论是左旋螺纹还是右旋螺纹,均可使用一把刀具,有利于降低刀具成本。因没有刀具前端引导,适用于加工螺纹底孔较短的盲孔及没有退刀槽的孔。机夹式刀具适用范围广,既可加工螺纹深度小于刀片长度的孔,也可加工螺纹深度大于刀片长度的孔。整体式硬质合金铣刀一般用于加工螺纹深度小于刀具长度的孔。不锈钢CNC加工的螺旋方式包括以上方面,可根据需要的加工方式来达到不锈钢CNC加工的效率。

金阊不锈钢零件精密加工-长宁不锈钢零件加工厂家。
不锈钢难以加工,其原因是刀具与被加工材料之间化学关系造成加工硬化和被加工材料的低热传导性,不但容易造成不寻常的磨损,而且会刀具崩刃和不正常的破裂。解决不锈钢零件加工难有哪些方案?
加工不锈钢零件时切削力大切削温度高,可以采用硬度仅次于金刚石,并且可承受很高温度的立方氢化翻刀片。此外其化学惰性很大,与铁族金属在1200~1300℃时也不起化学作用,因此非常适合加工不锈钢材料。
刀具对其切削性能起重要的作用,为使切削轻快顺利硬质合金刀具宜采用较大的前角以提高刀具寿命。
为避免出现切屑粘刀现象,刀具的前、后刀面应仔细刃磨以保证具有较小的粗糙度值,从而减少切屑流出阻力,避免切屑粘刀。刀具刃口应保持锋利以减少加工硬化,进给量和背吃刀量不宜过小以防止刀具在硬化层中切削,影响刀具使用寿命。
由于不锈钢切屑具有强韧的特点,刀具前刀面上断屑槽修磨应合适,从而使切削过程中断屑、容屑、排屑方便。
由于不锈钢产生粘结和散热性差的特点,因此在切削中选用抗粘结和散热性好的切削油相当重要,如选用具有良好冷却、清洗、防锈和润滑作用的亿达渤润专用不锈钢切削油。
不锈钢零件加工时宜选用低速和较大进给量进行切削。可以克服不锈钢的加工难点,使不锈钢在进行切削加工时刀具寿命得到提高,减少操作中磨刀换刀次数,在提高生产效率和切削加工精度,降低工人劳动强度和综合生产成本方面,能取得满意的效果。
苏州市丰特诺一直致力于不锈钢零件加工服务,产品质量稳定,工艺精巧,在江苏省备受广大客户的信赖与支持。我公司提供的不锈钢零件加工服务周期是一个服务周期,管理体制灵活,发展思路明确,具有效率高的特色和广阔的发展前景。品质是金,服务是心,不断自我,竭诚为广大客户提供优异的产品。
苏州市丰特诺有多年的发展历史、积累了丰富行业经验,深得用户需求,为需求群体解决了特殊材料、高难度、高精度等产品,质量可靠,交期快捷,价格合理,几年来在机械零部件加工市场运行中不断发展壮大,技术、质量、价格、产量、供货及时等优点,在同行业中享有良好的信誉。苏州市丰特诺可为客户提供各种不锈钢零件加工,准确度达到需方要求,企业业务不断扩大。
苏州市丰特诺科技有限公司秉承“顾客至上,锐意进取”的经营理念,坚持“质量至上”的原则,为广大客户提供优异的不锈钢零件加工服务,成为众多需求群体的首要选择之地。谒诚欢迎国内外各界人士惠顾,洽谈和广泛合作。 联系电话18015596720,联系人罗宏宇。
感谢阅读本文章,我们期待您电话咨询不锈钢零件加工等更多信息