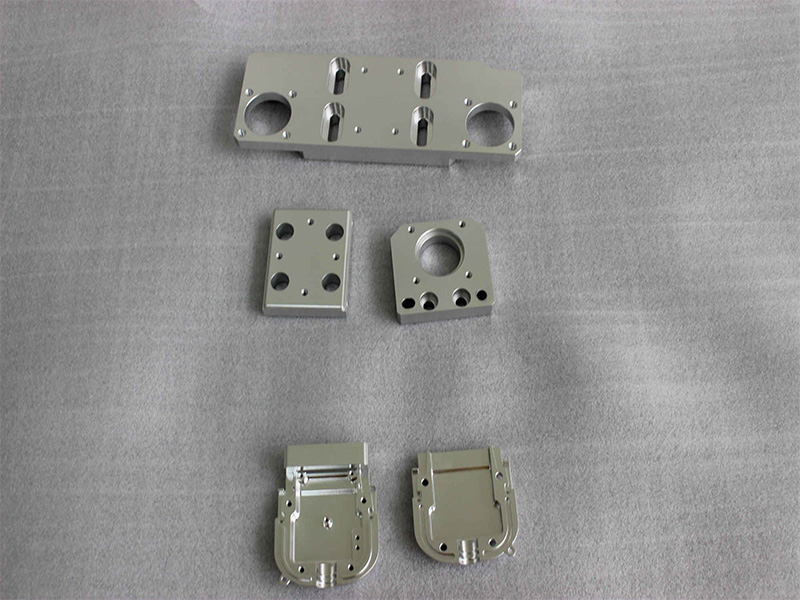





相城不锈钢零件加工-宿迁不锈钢小零件加工
苏州市丰特诺科技有限公司成立于2016-07-28,多年来专注于不锈钢零件加工,具有丰富的创意、实践经验,是一家市场前景广阔的苏州市丰特诺一贯遵循“诚信、创新、求精、服务”的经营理念,拥有诸多高技术管理人员和经验丰富生产管理人员,在机械零部件加工行业领域取得了的成绩,努力把自己打造成诚信为本、技术精巧、服务到位、用户满意的企业。


相城不锈钢零件加工-宿迁不锈钢小零件加工。
随着不锈钢CNC加工性能的提高及切削刀具的改进,螺纹加工的方法也在不断的进步,螺纹加工的精度和效率也在逐渐提高。螺纹的加工质量和效率会影响零件的加工质量及加工中心的生产效率。在不锈钢CNC加工中有哪些常用的螺纹方法?
可以采用丝锥加工螺纹孔是常用的加工方法,它主要适用于直径较小(D<30),孔位置精度要求不高的螺纹孔。螺纹孔均采用柔性攻丝方法,即采用柔性攻丝夹头夹持丝锥,攻丝夹头可做轴向补偿,补偿机床轴向进给与主轴转速不同步造成的进给误差,保证正确螺距。
弹簧夹头相对于柔性攻丝夹头来说,结构简单,除夹持丝锥外,还可夹持立铣刀、钻头等刀具,可以降低刀具成本。同时,采用刚性攻丝,提高加工中心使用效率,降低一些成本。
螺纹底孔的加工对于丝锥的寿命、螺纹加工的质量等方面有较大影响。螺纹底孔钻头直径选择接近螺纹底孔直径公差的上限,这样可减少丝锥的加工余量,降低丝锥的负荷,提高丝锥的使用寿命。
选择丝锥时,要按照所加工的材料选择相应的丝锥,丝锥加工的编程较为简单。现在加工中心一般都固化了攻丝子程序,只需将各个参数赋值即可。数控系统不同,子程序格式也不同。
螺纹铣削主要用于大孔螺纹及难加工材料的螺纹孔的加工。不锈钢CNC加工的刀具材料一般为硬质合金材料,走刀速度快。只要是螺距相同,无论是左旋螺纹还是右旋螺纹,均可使用一把刀具,有利于降低刀具成本。因没有刀具前端引导,适用于加工螺纹底孔较短的盲孔及没有退刀槽的孔。机夹式刀具适用范围广,既可加工螺纹深度小于刀片长度的孔,也可加工螺纹深度大于刀片长度的孔。整体式硬质合金铣刀一般用于加工螺纹深度小于刀具长度的孔。不锈钢CNC加工的螺旋方式包括以上方面,可根据需要的加工方式来达到不锈钢CNC加工的效率。

苏州市丰特诺以现代化的管理,超高的性价比,不锈钢零件加工在同行业中具有特定地位,我们时刻遵循努力提升服务质量,满足客户需求,做到客户满意为止的服务标准,为用户提供性能品质的产品,从产品设计到制作,到完成交货均精益求精。我们拥有加工快的加工能力,承接先来材料后加工。降低造价成本为已任,深得客户好评。
经过公司多年的经营服务,秉承客户至上,发展创新,苏州市丰特诺在机械零部件加工领域深受广大客户的认可,我们公司提供的不锈钢零件加工主要服务于需求群体,以合理的价格方便于客户,以靠谱的品质立信于客户,以及的售后服务换取良好的业界口碑。欢迎您莅临我公司指导、参观,公司地址:迎春南路48号
我们还有不锈钢零件加工等信息等您咨询了解,欢迎致电联系我们