




金阊不锈钢小零件加工-宝山不锈钢零件加工厂家
苏州市丰特诺拥有实践经验丰富、高素质的职工队伍,能按客户所需,结合客户的实际情况,提供可靠不锈钢零件加工,制造生产适合合客户需要的产品。我们始终坚持以真诚服务,顾客至上为宗旨,以互惠互利为目的,热诚欢迎海内外各界有意的朋友携手合作,共谋发展!在不锈钢零件加工上我们将全心全意为您服务,给您提供优越的体验!
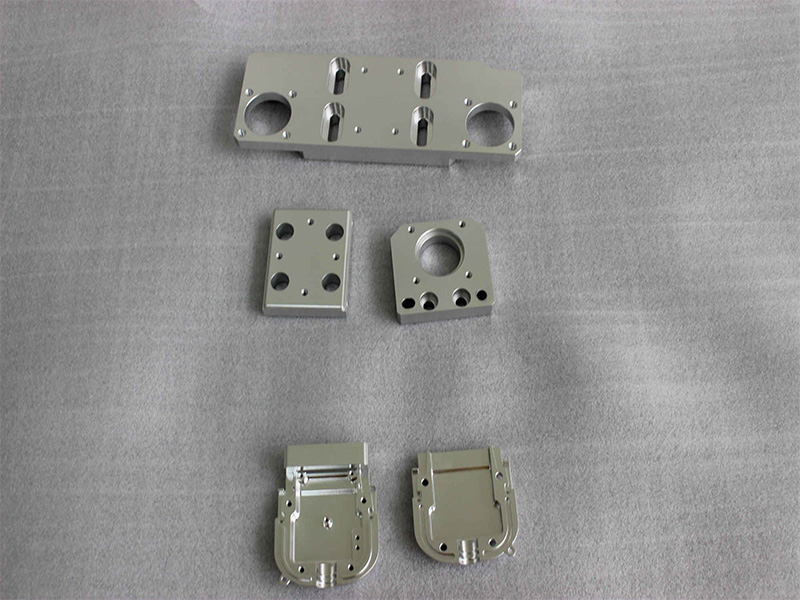
金阊不锈钢小零件加工-宝山不锈钢零件加工厂家。 苏州市丰特诺科技有限公司成立于2016-07-28,是一家从事不锈钢零件加工的企业,专注品质良好,注重服务,精工制造,以需求群体为主要服务对象,是可靠的先来材料后加工形式的有限责任公司。公司创建以来,逐步了管理制度,培养造就了一批技术骨干和生产能手,建立了质量保证体系,有业务需求者可电话联系罗宏宇了解相关事项。


在异型零件加工时,遇到较多的问题就是容易开裂。一种开裂较为明显,另一种开始时很难看出,过一段时间后裂纹会慢慢变大。如何防止异型零件加工的开裂?
钻削加工是很容易引起材料开裂的一种加工方式,实际钻孔加工时应注意,如钻直径为10mm以上的孔径时,尽量以小钻头逐渐扩大进行加工,每次的扩孔量小于等于5mm效果较好,小孔薄壁类精密加工件也可以采用此方式。
车床的转速不宜过快,进刀量和吃刀量也不宜过大,刀具的前角和后角可稍大,但不宜过大,刃口要锲锋利。
常用的高速钢车刀前角取25-40度.后角取10 -20 度,卡盘的夹紧力要尽可能小,需要冷却,压缩空气冷却或固体润滑效果较好,油性液次之。
刨平面不宜使用平刀,应用尖刀加工,且刀具的后角要小,平刀会造成材料崩裂,甚至掉块,从而影响异型零件加工的质量。


金阊不锈钢小零件加工-宝山不锈钢零件加工厂家。
在加工厂进行非标零件加工生产过程中,需要掌握一些小技巧,这样才能较好的提率。那么,如何提高非标零件加工的效率?
用磁铁吸取小的机械零部件不方便。可在磁铁下面吸一个铁板,它能吸收很多小的机械零部件,而且还能把铁板拉开,小的机械零部件会自动落入收集箱内,这样的方法是比较实用的。
非标零件加工拆卸虎钳钳口并加工两个M4螺纹孔,将两块厚1.5mm钢板与钳口齐平,用铝铆钉铆接厚0.8mm的硬黄铜板,用M4埋头螺钉固定到钳口上,形成耐用的软钳口。这样可以保护非标零件加工不被夹坏。
加工时,工件一般都是先定位再夹紧,但对于某些工件,因为夹紧会造成工件变形。因此,对于这样的工件要夹紧然后再定位,找到6个定位点,并找到限制它的自由度。
皮带轮传动时如遇皮带轮与轮轴间打滑,可在轮轴上用¢15~18mm划窝钻头划一系列窝,可以形成吸附力,防止打滑。
对于非标零件加工的质量跟效率都是比较重视的,如果能够在不用浪费人力财力的情况下能够有效的提高生产工作效率,这样非标零件加工才能拥有较好的效率。

不同种类的不锈钢由于机械性能和化学成分的不同其CNC切削的难度也不尽相同。容易达到要求的加工表面粗糙度,但在切削加工过程中刀具却容易磨损。应用不锈钢CNC加工存在哪些难点?
不锈钢在高温下的强度降低较少。在相同切削温度的作用下,由于热强度高导致不锈钢切削比普通碳素钢加工难度大。
在不锈钢CNC加工的过程中,由于刀尖对工件材料挤压的结果使切削区的金属产生变形,一般切削硬度也能增加2~3倍。
切削碎屑很容易粘附或熔着在刀尖和刀刃上,形成积屑瘤,造成工件加工表面的表面粗糙度恶化,同时增加切削过程中的振动,加速刀具磨损。
在不锈钢CNC加工过程中,所产生的大量热能未能迅速排出,使切削部位温度升高。同时由于排屑比较困难,使被切削下来的切屑产生挤塞,切屑挤塞会比较严重。
刀具因受截面形状的限制,再加之本身强度较差,加工中容易产生振动,刀尖很容易在切削过程中由于局部温度过高而烧坏或因振动太大而崩裂。应用不锈钢CNC加工要注意这些难点。

苏州市丰特诺科技有限公司为个人、企业提供多方位的品质服务,力争做到达让客户满意、公司满意、社会满意。相信以我们可靠的不锈钢零件加工技术能够满足您的要求。我们承诺不锈钢零件加工以优惠价格,快的货期,好的质量,为您提供有品质的服务。真诚期待与您的合作,欢迎惠顾。
请来电咨询了解更多与不锈钢零件加工相关的详情信息