



数控滚丝机-广东滚丝机-日本滚丝机
你还在为寻找好的滚丝机而烦恼吗?不要再烦恼了,邢台市小巨人智能科技有限公司会为你解决关于机床的问题。多年来,我司深知要想不被淘汰,只有跑在前面,因而一直致力于滚丝机的研究与开发,不懈的努力下终是卓有成效,得到了众多使用单位的认可。产品质量、品质都可圈可点,供应的滚丝机符生产标准,品质可靠。

数控滚丝机-广东滚丝机-日本滚丝机。
滚丝机的出现,给一些行业带来的效果仍是不错的,在螺丝,虽然说使用范围广,但是在操作方面仍是要注意的,下面看看是如何操作的。
1、料架、料槽应设备平直,对准导向筒、调直筒和下切刀孔的中心线。
2、用手滚动飞轮,检查传动组织和作业设备,调整空隙,紧固螺栓,确认正常后,发动空工作,检查轴承应无异响,齿轮啮合,待工作正常后,方可作业。
3、按调直钢筋的直径,选用适当的调直块及传动速度。经调试合格,方可送料。
4、在调直块未固定、防护罩未盖好前不得送料。作业中禁止翻开各部防护罩及调整空隙。
5、当钢筋送入后,手与曳轮有必要保持间隔,不得接近。
6、送料前应将不直的料头切去,导向筒前应装一根1m长的钢管,钢筋有必要先穿过钢管再送入调直前端的导孔内。
7、作业后,应松开调直筒的调直块并回到本来方位,一起预压弹簧有必要回位。
8、钢筋加工机械以电动机、液压为动力,以卷扬机为辅机者,应按有关规定执行。
9、机械的设备有必要坚实稳固,保持水平方位。固定式机械应有可靠的基础,移动式机械作业时应楔紧行走轮。
10、室外作业应设置机棚,机旁应有堆放质料、半制品的场地。
11、加工较长的钢筋时,应有专人帮扶,并听从操作人员指挥,不得恣意推拉。
12、作业后,应堆放好制品。清理场地,堵截电源,锁好电闸箱。
滚丝机的优点:
1、滚压模具寿命很长;
2、对毛坯尺寸精度要求较高;
3、表面粗糙度小于车削、铣削和磨削;
4、加工出来的产品笔直度、同心度很好,精度也较高;
5、滚压后的螺纹表面因冷作硬化而能进步强度和硬度;
6、对滚压模具的精度和硬度要求也高,制作模具比较困难;
7、材料利用率高;生产率比切削加工成倍增长,且易于完成自动化;
8、滚牙加工归于塑性变形,区别于自动车床等切削加工,没有铁屑。
三轴滚丝机性能:
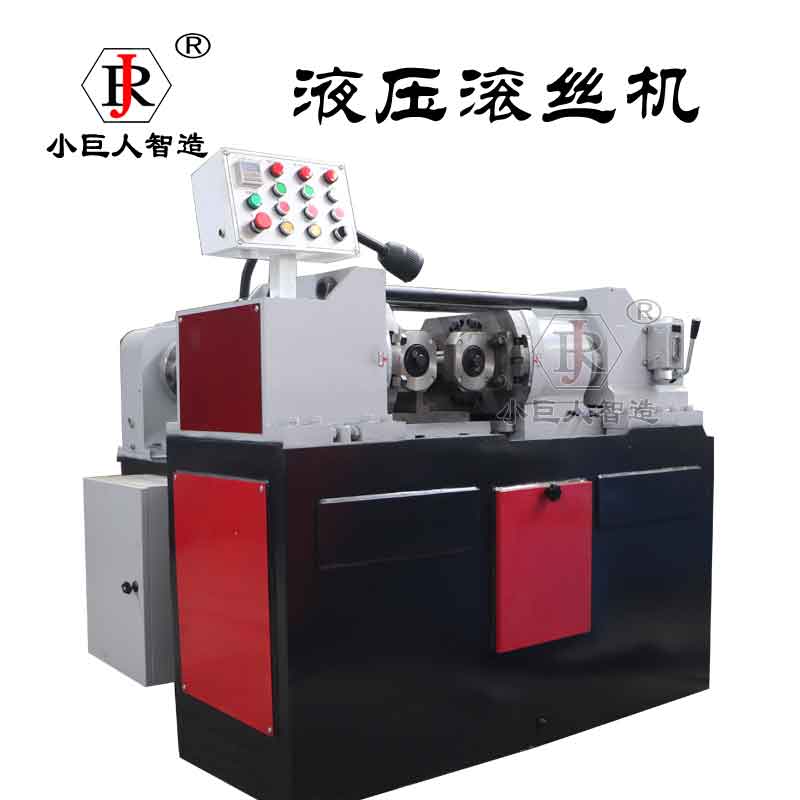
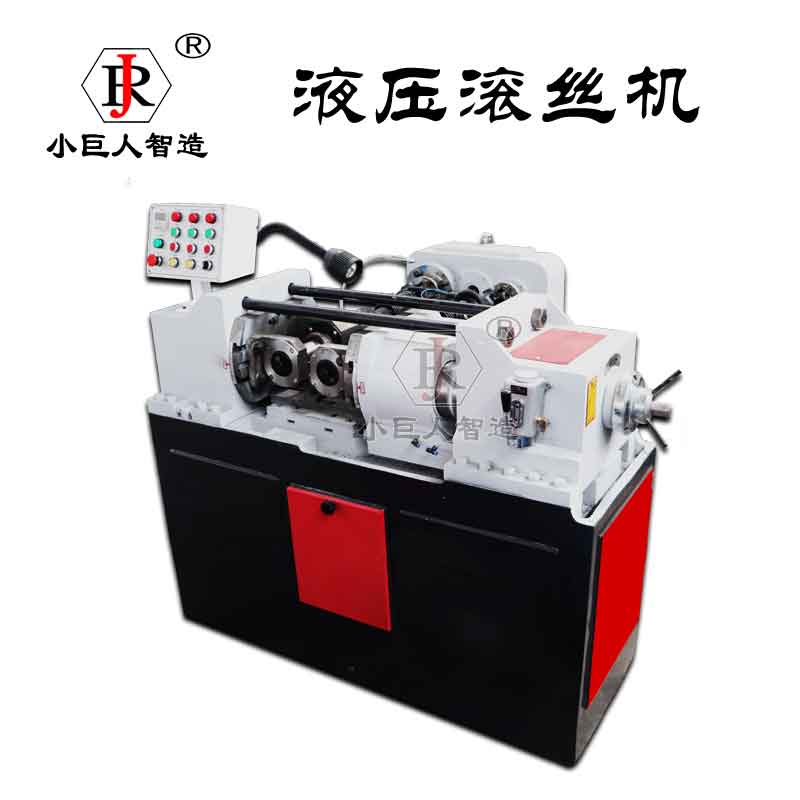
滚丝机,主要用于滚压各种规格T型螺纹,可制做建筑穿墙丝、顶托丝杠等,具有操作简单、节能、功效高等优点。可配自动上料机实现自动生产。
适用于对直径50mm以下的各种螺纹进行滚压成型,是加工梯形丝扣、建筑丝杠顶托、穿墙螺丝等通扣螺纹的专用设备。
专为管类零件加工而设计,加工时能保证工件真圆度、同心度、垂直度及不变形;进刀采用凸轮机械式,工作可靠耐用噪音小;采用无级调速进刀,便于加工不同材质的工件;加工螺纹精度高,适用范围广,可滚压各种外螺纹,包括普通公英制螺纹、梯型螺纹及模数螺纹;也可对工件进行成型、滚光、滚纹等滚压加工。
1、可调,操作方便,主箱体和活塞等主要部件采用真空铸造经精细加工而成。
2、精度高、性价比高,坚固耐用,效率高。
3、多功能丝杠机又叫做建筑丝杠机械,滚丝机,多功能丝杠机、穿墙螺栓机。
4、各家建筑工地生产建筑丝杠,穿墙螺栓,穿墙螺丝的机械。
5、产品具在耐用、美观等特点,投资小,见效快。广泛应用于建材生产商、建筑工地。
数控滚丝机-广东滚丝机-日本滚丝机。
滚丝机常见的问题及处理方法
1、滚不出丝或乱丝
滚压头旋转方向不正确;滚压头规格与钢筋不一致
定位套顺序不正确;滚压头顺序安装是否正确;
滚轮,定位套损坏;
2、不启动
空开,倒顺总停于闭合;电源缺相;
热保护器起保护作用、保险烧坏;
接线脱落,变压器已烧坏。
控制线路触点是否损坏或接触不良。
检查停止启动按钮、有无掉线松动;按钮的触点是否良好;
检查设备前面的限位触点是否良好,触点、线、保险是否损坏(变压器进、出的保险)
3、无反车(反转)
前行程开关已坏(大约7000次);延时继电器不动作;
压块压行程开关距离不够,压块压不到位或损坏卡阻;
接线脱落;触点是否接触不良或损坏;
检查前面的限位触点是否不到位,闭点是否断开,开点是否闭合和时间继电器开点是否闭合;
检验机器后面的限位,闭点是否断开,查线路的点,线是否松动、接触不良、损坏、断线等;
4、车顺丝:开机逆时针剥皮,滚丝,顺时针退丝
5、换滚丝轮内垫片的顺序:顺时针:厚中薄,外垫片薄中厚;
6、微调尺寸:松滚丝轮头后面六个内角螺丝(或三个外六角螺丝)后,用活动扳手微调尺寸
7、调丝的长短:调节双行程开关上的挡块距离
8、调拨皮的长短:调节安装退刀轴上的四方座
9、车反丝
(1)滚丝轮内的垫片顺序安装反了
(2)纽扣开关拨向上
(3)开机逆时针剥皮,按按纽开关上后退按纽顺时针滚丝,后逆时针退丝
本机床主要用于冷滚压成型,冷滚压工艺是一种无屑加工工艺,该工艺利用滚压工具进行挤压成型。滚压金属纤维是连续的,滚压是产生的径向压力能有效的提高工件表面的光洁度、硬度和强度,比切屑加工提高工作效率几倍、甚至几十倍,从而更加节省材料,更易实现自动化加工。
该机床能在其滚压范围内在冷态下对工件进行普通螺纹、斜纹、直纹、斜齿、梯形螺纹、模数螺纹的滚压、校直、滚光、缩径和各种成型滚压,该机床有安全可靠的电液压执行和控制机构。可使滚压工作循环再手动和自动之间选择(用户可根据需要自备滚轮)。
本机床主要由主机体、侧机体、动力分配箱、交换齿轮箱、滚压系统、液压系统、电力系统、冷却系统等组成。
(1)主机体为一箱型铸件,其上面平面安装AB座、滑动座、电器控制面板,下面有一个蓄油池用以蓄冷却液,冷却池左边安装电器配电板;另外置液压站。
(2)侧机体为一框形铸件,它与主机体以螺丝结构合为一体,其上面安装动力分配箱、主电机工件托角等。
(3)动力分配箱:主要安装有个装齿轮、轴,该箱功能是主电机传送动力给该箱,经减速机把动力匀速传给两根轮杆,箱体中间为一空心齿轴,以方便长工件通过。
(4)传动齿轮箱:加工能力大,传动部分采用400型减速机,传动加长、扭曲力加大、齿轮模数及输出力量都大于一般齿轮箱。
(5)滚压系统:由固定座、滑动座、轮杆机构组成。
a、固定座分为AB两个,A座安装有轮杆座用以安装滚轮;B座安装有弹簧驱动机构和滑动座,后退位置调整丝杠和液压压力表开关。
b、滑动座前面装有轮杆机构,后面装有两个油缸,底面沿导轨做径向运动,靠弹簧机构后退。
c、轮杆机构主要有:轮杆座、轮杆支撑座组成,轮杆座可以±10°范围调整。
(6)冷却系统:主要由电泵把液体通过管路送到喷头,喷头可调整液体的流量大小,严禁冷却液加注过多,以超过吸油头4厘米为基准;过多,液面易进入电机,烧毁电泵,冷却液可采用20号机械油,加适量柴油。
小巨人机床综合实力雄厚,技术水平高,售后服务。公司勤于市场发展需求,致力于打造滚丝机生产、销售集成式服务,该产品用于螺纹加工,因质量、生产工艺等方面言语,颇受紧固件加工厂欢迎,并且在全国极为好销售,产品种类、型号等可根据客户要求供应。
机床是小巨人机床的主要经营方向,在全国范围采用批发;零售;的方式为海量的紧固件加工厂提供优等品的产品。我司以人为本,尊重客户需求。若选择我司提供的滚丝机,我们将以陆运;空运;公路运输;铁路运输的方式发货,请您细心留意产品的物流详情。
如果您需要了解数控滚丝机,广东滚丝机,日本滚丝机,滚丝机的更多信息,请来电详询,我们有人员为你解答


