



任县滚丝机-电动滚丝机使用视频-青岛生建机械厂滚丝机
邢台市小巨人智能科技有限公司坚持以人为本战略,拥有一批高素质技术人员和经验丰富的销售队伍。主要以滚丝机的生产销售为主要经营方向,产品主要用于螺纹加工,在全国一直好销售不衰,用户热情不减。小巨人机床的宗旨是求真、创新、有效,欢迎国内外志同道合的朋友联系我司,洽谈合作。
任县滚丝机-电动滚丝机使用视频-青岛生建机械厂滚丝机。 邢台市小巨人智能科技有限公司坐落于邢湾镇西黄庄村,于2015-11-09创办,自成立以来就致力于滚丝机的生产与经营销售。公司拥有一大批可靠技术人才,充分满足广大紧固件加工厂对产品的需求,为客户供应市场上好的滚丝机。

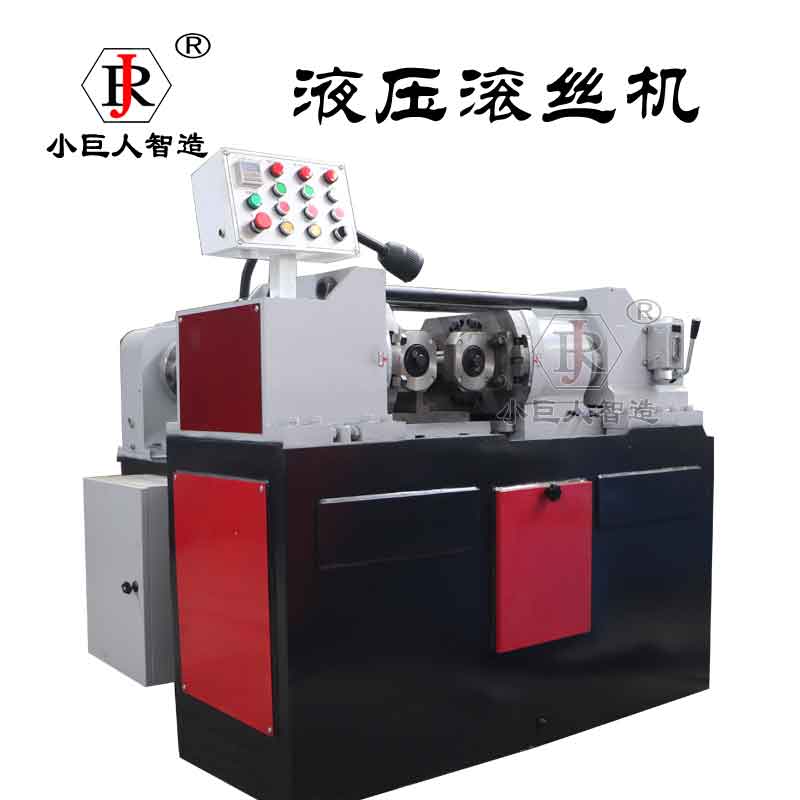
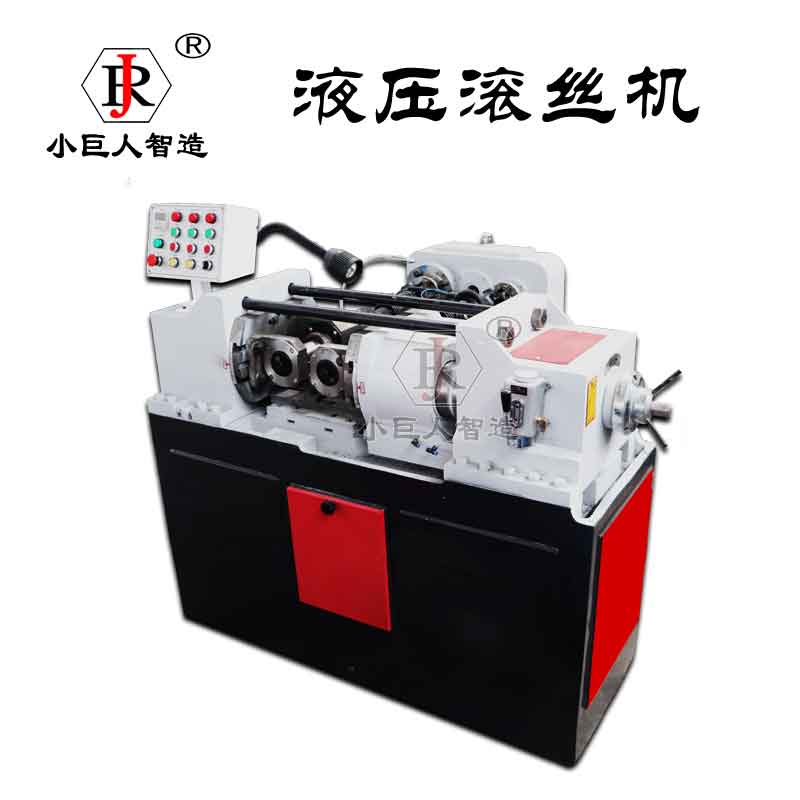
三轴滚丝机性能:
滚丝机,主要用于滚压各种规格T型螺纹,可制做建筑穿墙丝、顶托丝杠等,具有操作简单、节能、功效高等优点。可配自动上料机实现自动生产。
适用于对直径50mm以下的各种螺纹进行滚压成型,是加工梯形丝扣、建筑丝杠顶托、穿墙螺丝等通扣螺纹的专用设备。
专为管类零件加工而设计,加工时能保证工件真圆度、同心度、垂直度及不变形;进刀采用凸轮机械式,工作可靠耐用噪音小;采用无级调速进刀,便于加工不同材质的工件;加工螺纹精度高,适用范围广,可滚压各种外螺纹,包括普通公英制螺纹、梯型螺纹及模数螺纹;也可对工件进行成型、滚光、滚纹等滚压加工。
1、可调,操作方便,主箱体和活塞等主要部件采用真空铸造经精细加工而成。
2、精度高、性价比高,坚固耐用,效率高。
3、多功能丝杠机又叫做建筑丝杠机械,滚丝机,多功能丝杠机、穿墙螺栓机。
4、各家建筑工地生产建筑丝杠,穿墙螺栓,穿墙螺丝的机械。
5、产品具在耐用、美观等特点,投资小,见效快。广泛应用于建材生产商、建筑工地。
任县滚丝机-电动滚丝机使用视频-青岛生建机械厂滚丝机。
1.操作滚丝机时通过改变选择开关的工作位置,可以选择自动滚动模式、脚踏滚动模式和手动模式。
自动循环模式:启动液压马达,将选择开关转到自动,根据液压需求调整自动滚动时间和向后停止时间。此时,滑动座椅在前进时间继电器控制的液压下进行进给运动,滑动座椅在后停止时间继电器的控制下进行向后停止运动。
踏板循环方式:插入脚线连接器,时间继电器停止工作,使用脚踏开关,滑动座椅在液压作用下向前移动,工作滚动完成后,滑动座椅在液压作用下返回。
2.安装滚丝轮时,应将连杆擦干净。装卸滚丝轮时,应分别拆下轮杆支撑座,将滚丝轮装在轮杆上,借助调整垫圈将滚丝轮调整到所需的轴向位置。两个滚丝轮的端面应尽可能调整到水平面。滚丝轮和支承座轴承应与垫圈结合,以防止滚丝轮轴朝该方向移动。
3.支撑座应在工件中心。随着轧制工件直径的变化,需要改变支撑座的位置。调整方法:松开两个固定螺栓,将支撑座移动到所需位置,然后拧紧螺栓。
4.支撑块安装在支撑座上,顶部用硬质合金焊接而成。松开支撑块的紧固螺栓,增加或减少支撑块底部的垫片,以调整支撑块的高度,然后拧紧螺栓。支承块的高度在轧制过程中起着重要的作用。
(1) 支撑块的高度取决于轧制工件的规格,根据工件材料的不同,可略高或略低。一般情况下,对于普通钢、碳钢和有色金属工件,工件中心可略低于滚轮杆中心0-0.25mm。工件中心可采用比不锈钢材质稍高的合金钢。用户应根据实际情况进行调整。
(2) 支撑块的宽度应以滚丝轮在轧制过程中不会与支撑块碰撞为基础。对于直径小于10 0的工件,应取接近允许值的宽度。对于直径大于10mm的工件,支撑块顶部的宽度允许较大,但不必超过18mm。
滚丝机是一种多功能冷挤压成形机床,滚丝机能在其滚压力范围内在冷态下对工件进行螺纹、直纹、斜纹滚压等处理;直齿、斜齿及斜花键齿轮的滚轧;校直、缩径、滚光和各种成形滚压。机器有安全可靠的电——液执行和控制系统,可使每一个工作循环在手动、半自动和自动三种方式中选择。具有操作简单、节能、功效高等优点。可配自动上料机实现一体自动生产。
工作原理
1、在滚丝机上冷轧加工小模数渐开线花键的原理。L、R是参数相同的一对渐开线滚轧轮,分别安装在滚丝机的两根主轴上,并可在传动机构的驱动下同向同步旋转。R轮可由油缸驱动进行径向进给运动,L轮可通过调整机构的调整与R轮在工件P表面的压痕重合。工件P以两中心孔定位夹紧,调整夹具可使工件轴向移动,在受力时可绕夹具上过O点与机床主轴平行的轴线摆动一个Φ角,以保证工件在冷轧过程中始终保持与两滚轧轮处于自由对滚状态,同时便于装夹工件。
2、滚轧轮的结构尺寸、形位公差及技术要求参照滚丝轮及圆柱测量齿轮制订,滚轧轮的公法线长度或跨棒距M按齿轮工中花键资料计算,所需材料可选用Cr12MoV(硬度59~62HRC)。
3、滚压工具专用性较强,适用于滚压工件材料硬度,不高于HRC25在HRC20以下,延伸率应大于15%,抗拉强度应小于60kgf/mm2的各种碳素钢、合金钢和有色金属,随着材质硬度的提高,滚压工具的寿命急剧下降。
注意事项:
1、操作本机床严禁戴手套,尤其加工长丝杆时,工件更应加装保护装置。
2、非工作人员、非成年人应远离机床,各传动部位工作时,不要随意抚摸和调整,以 防发生安全事故。
3、本机电器部分应良好接地。
4、本机工作完毕后,应切断总电源。
滚丝机常见的问题及处理方法
1、滚不出丝或乱丝
滚压头旋转方向不正确;滚压头规格与钢筋不一致
定位套顺序不正确;滚压头顺序安装是否正确;
滚轮,定位套损坏;
2、不启动
空开,倒顺总停于闭合;电源缺相;
热保护器起保护作用、保险烧坏;
接线脱落,变压器已烧坏。
控制线路触点是否损坏或接触不良。
检查停止启动按钮、有无掉线松动;按钮的触点是否良好;
检查设备前面的限位触点是否良好,触点、线、保险是否损坏(变压器进、出的保险)
3、无反车(反转)
前行程开关已坏(大约7000次);延时继电器不动作;
压块压行程开关距离不够,压块压不到位或损坏卡阻;
接线脱落;触点是否接触不良或损坏;
检查前面的限位触点是否不到位,闭点是否断开,开点是否闭合和时间继电器开点是否闭合;
检验机器后面的限位,闭点是否断开,查线路的点,线是否松动、接触不良、损坏、断线等;
4、车顺丝:开机逆时针剥皮,滚丝,顺时针退丝
5、换滚丝轮内垫片的顺序:顺时针:厚中薄,外垫片薄中厚;
6、微调尺寸:松滚丝轮头后面六个内角螺丝(或三个外六角螺丝)后,用活动扳手微调尺寸
7、调丝的长短:调节双行程开关上的挡块距离
8、调拨皮的长短:调节安装退刀轴上的四方座
9、车反丝
(1)滚丝轮内的垫片顺序安装反了
(2)纽扣开关拨向上
(3)开机逆时针剥皮,按按纽开关上后退按纽顺时针滚丝,后逆时针退丝
真诚为客户提供好的产品,周到细致的服务是邢台市小巨人智能科技有限公司一直奉行的销售准则,使得公司销售的滚丝机在机床行业中有着强大的竞争优势。我司通过多年在本行业的不断研究,以及对公司产品品质的坚持,已赢得广大紧固件加工厂一致肯定。本公司将以“面向客户,适应市场”为导向,力求价格让用户满意,产品质量得客户肯定。
如您对我们的产品/服务有兴趣,欢迎致电咨询了解与任县滚丝机,青岛生建机械厂滚丝机,电动滚丝机使用视频,滚丝机相关信息


