



新型滚丝机-济南滚丝机-自动滚丝机视频
你还在为寻找好的滚丝机而烦恼吗?不要再烦恼了,邢台市小巨人智能科技有限公司会为你解决关于机床的问题。多年来,我司深知要想不被淘汰,只有跑在前面,因而一直致力于滚丝机的研究与开发,不懈的努力下终是卓有成效,得到了众多使用单位的认可。产品质量、品质都可圈可点,供应的滚丝机符生产标准,品质可靠。

新型滚丝机-济南滚丝机-自动滚丝机视频。
1.操作滚丝机时通过改变选择开关的工作位置,可以选择自动滚动模式、脚踏滚动模式和手动模式。
自动循环模式:启动液压马达,将选择开关转到自动,根据液压需求调整自动滚动时间和向后停止时间。此时,滑动座椅在前进时间继电器控制的液压下进行进给运动,滑动座椅在后停止时间继电器的控制下进行向后停止运动。
踏板循环方式:插入脚线连接器,时间继电器停止工作,使用脚踏开关,滑动座椅在液压作用下向前移动,工作滚动完成后,滑动座椅在液压作用下返回。
2.安装滚丝轮时,应将连杆擦干净。装卸滚丝轮时,应分别拆下轮杆支撑座,将滚丝轮装在轮杆上,借助调整垫圈将滚丝轮调整到所需的轴向位置。两个滚丝轮的端面应尽可能调整到水平面。滚丝轮和支承座轴承应与垫圈结合,以防止滚丝轮轴朝该方向移动。
3.支撑座应在工件中心。随着轧制工件直径的变化,需要改变支撑座的位置。调整方法:松开两个固定螺栓,将支撑座移动到所需位置,然后拧紧螺栓。
4.支撑块安装在支撑座上,顶部用硬质合金焊接而成。松开支撑块的紧固螺栓,增加或减少支撑块底部的垫片,以调整支撑块的高度,然后拧紧螺栓。支承块的高度在轧制过程中起着重要的作用。
(1) 支撑块的高度取决于轧制工件的规格,根据工件材料的不同,可略高或略低。一般情况下,对于普通钢、碳钢和有色金属工件,工件中心可略低于滚轮杆中心0-0.25mm。工件中心可采用比不锈钢材质稍高的合金钢。用户应根据实际情况进行调整。
(2) 支撑块的宽度应以滚丝轮在轧制过程中不会与支撑块碰撞为基础。对于直径小于10 0的工件,应取接近允许值的宽度。对于直径大于10mm的工件,支撑块顶部的宽度允许较大,但不必超过18mm。
大型滚丝机厂家
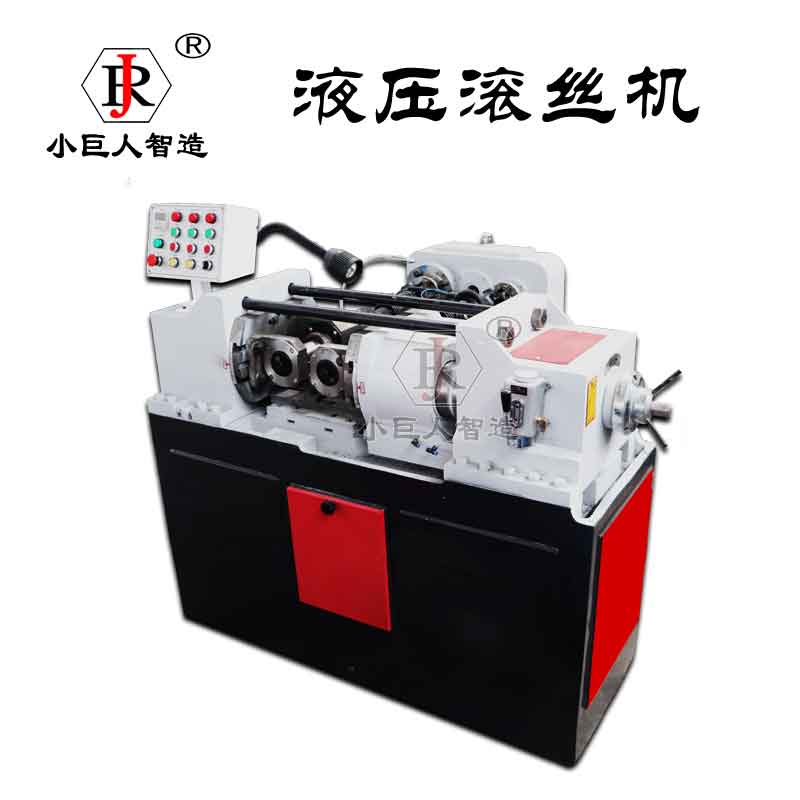
大型液压滚丝机
如何提高滚丝机滚丝轮使用寿命?
被滚压件硬度不均匀(级螺栓应在27~30HRC;级应在35~37HRC),防止有时因管理不善将未经回火的高硬度(50~55HRC)的淬火件混和入回火件中,其硬度与滚丝轮牙纹刃口硬度相近,导致崩刃。
滚压时未加入润滑剂,造成干摩擦,使牙尖温度急剧升高至超过滚丝轮回火温度,牙纹过度回火被软化,发生倒牙、堆牙失效;滚丝轮出厂前充分退磁,留有残磁,工作时因牙纹吸附细铁沫将加速磨损失效。
功能滚丝机视频
滚丝机是一种具备多种的冷挤压成形机床,它能够在其承受压力的范围内对冷状态下的工件进行螺纹等相关处理。滚丝机有安全可靠的执行和控制系统,可使每道工作工序自动化或者半自动化状态下运行。大型滚丝机厂家地脚螺旋滚丝机滚丝机使用方法(一)加工前的准备1.按要求接好电源线和接地线,接通电源。我们在使用滚丝机的时候,要特别注意俩点问题,首先当滚丝机工作发出异常噪音或者液压油冒泡了,这样的现象主要是因为油温过高,这样就会导致在工作的时候产生异响,另外还有可能是因为回油管高出油液面,油和油箱都不太干净,回油管设计可能有点小了,这样也会导致问题的发生,所以我们在使用的时候,要及时地对液压系统和油系统进行清理,甚至换油,从而解决问题。还有当滚轧反丝出现了,我们按下启动按钮,进而传动给工件的实现切割,当长度达到要求时,剥肋刀就会自动打开,这时再按下停止按钮,接着按下反转按钮,操纵手柄继续供给,就能共成功制造了。所以在滚丝机运行的时候,要避免这些问题的发生。
新型滚丝机-济南滚丝机-自动滚丝机视频。
两轴滚丝机是一种多功能冷挤压成形机床,两轴滚丝机能在其滚压力范围内冷态下对工件进行螺纹、直纹、斜纹滚压等处理;直齿、斜齿及斜花键齿轮的滚轧;校直、缩径、滚光和各种成形滚压。机器有安全可靠的电——液执行和控制系统,可使每一个工作循环在手动、半自动和自动三种方式中选择。
滚丝冷滚压工艺是一种无切削加工,能有效地提高工件的内在和表面质量,加工时产生的径向压应力,能显著提高工件的疲劳强度和扭转强度,是一种高、节能、低耗的理想工艺。在滚丝机上冷轧加工小模数渐开线花键的原理。L、R是参数相同的一对渐开线滚轧轮,分别安装在滚丝机的两根主轴上,并可在传动机构的驱动下同向同步旋转。R轮可由油缸驱动进行径向进给运动,L轮可通过调整机构的调整与R轮在工件P表面的压痕重合。工件P以两中心孔定位夹紧,调整夹具可使工件轴向移动,在受力时可绕夹具上过O点与机床主轴平行的轴线摆动一个Φ角,以保证工件在冷轧过程中始终保持与两滚轧轮处于自由对滚状态,同时便于装夹工件。
以严格的质量标准控制,满足顾客对产品实物质量的期望和要求。规范化的质量管理渗透于每一个生产环节,的售后服务解除了每个用户的后顾之忧。邢台市小巨人智能科技有限公司出售的滚丝机质量有保障,对于售出的滚丝机,我们会在2-3天内发货,并提供产品售出后质保一年的售后服务。
全自动液压直螺纹滚丝机操作过程
1.接通电源,打开冷却水阀门,按下正转起动按钮,即可转动进给手柄,向工件方向进给实现切削,当剥肋长度达到要求时,剥肋刀自动张开,转动手柄继续进给,即可实现滚轧螺纹,当滚丝轮与钢筋接触时要用力,并使主轴旋转一周。轴向进给一个螺距长度,当进给到程度后,即可实现自动进给,直到整个滚轧过程完成后自动停车,按下反转起动按钮,即可实现自动退刀。
2.当自动退刀结束后顺时针转动进给手柄,将滚轧头退回到初始位置,此时剥肋刀自动复位。卸下加工完成的工件即可。
3.用环规检查螺纹长度,误差在范围内为合格;同时用螺纹通止规检查丝头尺寸,通规能旋入,止规不能旋入或不能完全旋入为合格。
4.滚轧反丝时,先将滚轧头中的滚丝轮任意两个互换位置;再将行程开关压块前后互换位置,并保证行程不变。
5.滚轧反丝时,按下正转起动按钮,转动进给手柄向工件方向进给实现切削,当剥肋长度达到要求时,剥肋刀自动张开,停止进给,此时按下停止按钮停车后,按下反转按钮,滚轧头反向旋转,操纵手柄继续进给,即可滚轧反扣螺纹,当滚丝轮与钢筋接触时,要用力,并使主轴转一周,轴向进给一个螺距长度,当进给到程度后,即可实现自动进给,直到整个滚轧过程完成后自动停车。按下正转起动按钮,即可实现自动退刀。
重磨与更换
1.剥肋刀切削数量钢筋,刀刃会变钝,此时应将剥肋刀拆下,将的前刃面磨去0.2-0.3mm(严禁磨刀刃顶面),安装后即可重新使用。
2.剥肋刀刃口崩裂不能正常切削时,可更换新刀片。
3.滚丝轮滚轧定数量的丝头后,因磨损牙形损坏,不能滚轧出合格丝头时,应该及时更换新滚丝轮。
4.在更换新的滚丝轮时,调整螺距的垫圈安装正确,否则不能正常工作。
滚丝机常见的问题及处理方法
1、滚不出丝或乱丝
滚压头旋转方向不正确;滚压头规格与钢筋不一致
定位套顺序不正确;滚压头顺序安装是否正确;
滚轮,定位套损坏;
2、不启动
空开,倒顺总停于闭合;电源缺相;
热保护器起保护作用、保险烧坏;
接线脱落,变压器已烧坏。
控制线路触点是否损坏或接触不良。
检查停止启动按钮、有无掉线松动;按钮的触点是否良好;
检查设备前面的限位触点是否良好,触点、线、保险是否损坏(变压器进、出的保险)
3、无反车(反转)
前行程开关已坏(大约7000次);延时继电器不动作;
压块压行程开关距离不够,压块压不到位或损坏卡阻;
接线脱落;触点是否接触不良或损坏;
检查前面的限位触点是否不到位,闭点是否断开,开点是否闭合和时间继电器开点是否闭合;
检验机器后面的限位,闭点是否断开,查线路的点,线是否松动、接触不良、损坏、断线等;
4、车顺丝:开机逆时针剥皮,滚丝,顺时针退丝
5、换滚丝轮内垫片的顺序:顺时针:厚中薄,外垫片薄中厚;
6、微调尺寸:松滚丝轮头后面六个内角螺丝(或三个外六角螺丝)后,用活动扳手微调尺寸
7、调丝的长短:调节双行程开关上的挡块距离
8、调拨皮的长短:调节安装退刀轴上的四方座
9、车反丝
(1)滚丝轮内的垫片顺序安装反了
(2)纽扣开关拨向上
(3)开机逆时针剥皮,按按纽开关上后退按纽顺时针滚丝,后逆时针退丝
公司监管体系,深化生产管理,提高产品质量。滚丝机采用好的原材料进行生产制作,并以亲民的价格出售,公司服务态度良好,合作信誉优良,欢迎广大有意客户光临指导,或与与我司精诚合作,共展宏图。公司的销售范围集中在全国,在这些地区的销量庞大信誉优良。公司位置优越、交通便利欢迎您前来咨询洽谈。
如果您需要了解自动滚丝机视频,新型滚丝机,济南滚丝机,滚丝机的更多信息,请来电详询,我们有人员为你解答

