



慈溪滚丝机-滚丝机自动上料机视频-滚丝机镶条
邢台市小巨人智能科技有限公司始建于2015-11-09,是一家机床个体经营。公司主要生产滚丝机,经过多年的长期发展和技术革新,现已发展成一家专门的公司。为了扩大本行业市场需求,现诚邀广大的新老客户前来咨询,与我司共同建有质量文化的质量体系,创造有魅力、有灵魂的产品。

慈溪滚丝机-滚丝机自动上料机视频-滚丝机镶条。
三轴滚丝机性能:
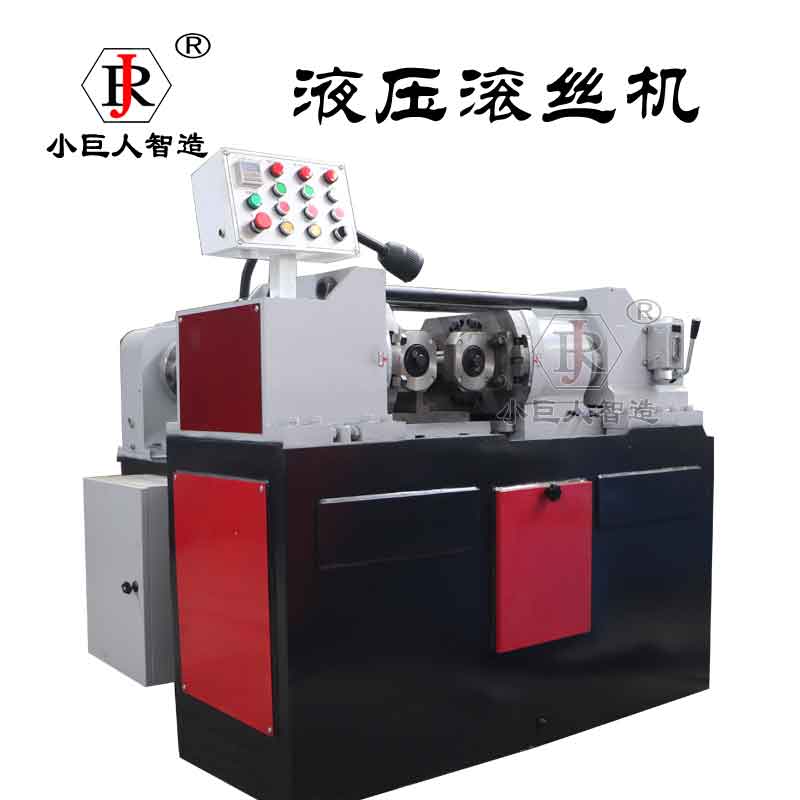
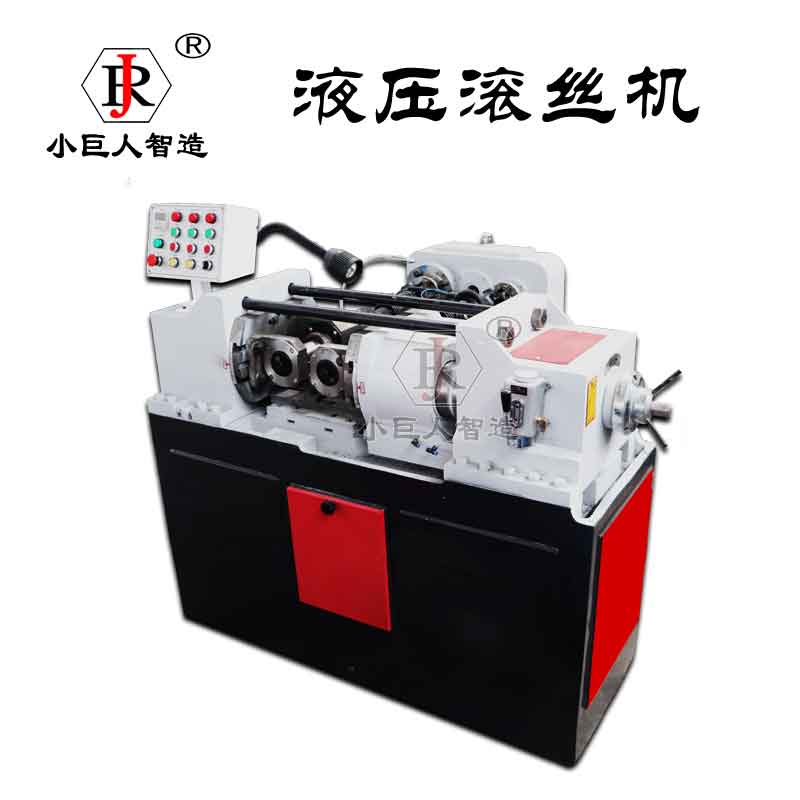
滚丝机,主要用于滚压各种规格T型螺纹,可制做建筑穿墙丝、顶托丝杠等,具有操作简单、节能、功效高等优点。可配自动上料机实现自动生产。
适用于对直径50mm以下的各种螺纹进行滚压成型,是加工梯形丝扣、建筑丝杠顶托、穿墙螺丝等通扣螺纹的专用设备。
专为管类零件加工而设计,加工时能保证工件真圆度、同心度、垂直度及不变形;进刀采用凸轮机械式,工作可靠耐用噪音小;采用无级调速进刀,便于加工不同材质的工件;加工螺纹精度高,适用范围广,可滚压各种外螺纹,包括普通公英制螺纹、梯型螺纹及模数螺纹;也可对工件进行成型、滚光、滚纹等滚压加工。
1、可调,操作方便,主箱体和活塞等主要部件采用真空铸造经精细加工而成。
2、精度高、性价比高,坚固耐用,效率高。
3、多功能丝杠机又叫做建筑丝杠机械,滚丝机,多功能丝杠机、穿墙螺栓机。
4、各家建筑工地生产建筑丝杠,穿墙螺栓,穿墙螺丝的机械。
5、产品具在耐用、美观等特点,投资小,见效快。广泛应用于建材生产商、建筑工地。
两轴滚丝机是一种多功能冷挤压成形机床,两轴滚丝机能在其滚压力范围内冷态下对工件进行螺纹、直纹、斜纹滚压等处理;直齿、斜齿及斜花键齿轮的滚轧;校直、缩径、滚光和各种成形滚压。机器有安全可靠的电——液执行和控制系统,可使每一个工作循环在手动、半自动和自动三种方式中选择。
滚丝冷滚压工艺是一种无切削加工,能有效地提高工件的内在和表面质量,加工时产生的径向压应力,能显著提高工件的疲劳强度和扭转强度,是一种高、节能、低耗的理想工艺。在滚丝机上冷轧加工小模数渐开线花键的原理。L、R是参数相同的一对渐开线滚轧轮,分别安装在滚丝机的两根主轴上,并可在传动机构的驱动下同向同步旋转。R轮可由油缸驱动进行径向进给运动,L轮可通过调整机构的调整与R轮在工件P表面的压痕重合。工件P以两中心孔定位夹紧,调整夹具可使工件轴向移动,在受力时可绕夹具上过O点与机床主轴平行的轴线摆动一个Φ角,以保证工件在冷轧过程中始终保持与两滚轧轮处于自由对滚状态,同时便于装夹工件。
慈溪滚丝机-滚丝机自动上料机视频-滚丝机镶条。
滚丝机是一种多功能冷挤压成形机床,滚丝机能在其滚压力范围内在冷态下对工件进行螺纹、直纹、斜纹滚压等处理;直齿、斜齿及斜花键齿轮的滚轧;校直、缩径、滚光和各种成形滚压。机器有安全可靠的电——液执行和控制系统,可使每一个工作循环在手动、半自动和自动三种方式中选择。具有操作简单、节能、功效高等优点。可配自动上料机实现一体自动生产。
工作原理
1、在滚丝机上冷轧加工小模数渐开线花键的原理。L、R是参数相同的一对渐开线滚轧轮,分别安装在滚丝机的两根主轴上,并可在传动机构的驱动下同向同步旋转。R轮可由油缸驱动进行径向进给运动,L轮可通过调整机构的调整与R轮在工件P表面的压痕重合。工件P以两中心孔定位夹紧,调整夹具可使工件轴向移动,在受力时可绕夹具上过O点与机床主轴平行的轴线摆动一个Φ角,以保证工件在冷轧过程中始终保持与两滚轧轮处于自由对滚状态,同时便于装夹工件。
2、滚轧轮的结构尺寸、形位公差及技术要求参照滚丝轮及圆柱测量齿轮制订,滚轧轮的公法线长度或跨棒距M按齿轮工中花键资料计算,所需材料可选用Cr12MoV(硬度59~62HRC)。
3、滚压工具专用性较强,适用于滚压工件材料硬度,不高于HRC25在HRC20以下,延伸率应大于15%,抗拉强度应小于60kgf/mm2的各种碳素钢、合金钢和有色金属,随着材质硬度的提高,滚压工具的寿命急剧下降。
注意事项:
1、操作本机床严禁戴手套,尤其加工长丝杆时,工件更应加装保护装置。
2、非工作人员、非成年人应远离机床,各传动部位工作时,不要随意抚摸和调整,以 防发生安全事故。
3、本机电器部分应良好接地。
4、本机工作完毕后,应切断总电源。
小巨人机床供应的滚丝机已实现批发销售规模化。滚丝机在国内多个工程项目中出现了它的身影,在全国等地区收获一致好评。公司的销售网络覆盖多个省市地区证明了产品能够适应国内的机床市场。凭借产品本身的质量优势,和产品售出后质保一年的售后服务赢得了广大客户对产品的认可。
全自动液压直螺纹滚丝机操作过程
1.接通电源,打开冷却水阀门,按下正转起动按钮,即可转动进给手柄,向工件方向进给实现切削,当剥肋长度达到要求时,剥肋刀自动张开,转动手柄继续进给,即可实现滚轧螺纹,当滚丝轮与钢筋接触时要用力,并使主轴旋转一周。轴向进给一个螺距长度,当进给到程度后,即可实现自动进给,直到整个滚轧过程完成后自动停车,按下反转起动按钮,即可实现自动退刀。
2.当自动退刀结束后顺时针转动进给手柄,将滚轧头退回到初始位置,此时剥肋刀自动复位。卸下加工完成的工件即可。
3.用环规检查螺纹长度,误差在范围内为合格;同时用螺纹通止规检查丝头尺寸,通规能旋入,止规不能旋入或不能完全旋入为合格。
4.滚轧反丝时,先将滚轧头中的滚丝轮任意两个互换位置;再将行程开关压块前后互换位置,并保证行程不变。
5.滚轧反丝时,按下正转起动按钮,转动进给手柄向工件方向进给实现切削,当剥肋长度达到要求时,剥肋刀自动张开,停止进给,此时按下停止按钮停车后,按下反转按钮,滚轧头反向旋转,操纵手柄继续进给,即可滚轧反扣螺纹,当滚丝轮与钢筋接触时,要用力,并使主轴转一周,轴向进给一个螺距长度,当进给到程度后,即可实现自动进给,直到整个滚轧过程完成后自动停车。按下正转起动按钮,即可实现自动退刀。
重磨与更换
1.剥肋刀切削数量钢筋,刀刃会变钝,此时应将剥肋刀拆下,将的前刃面磨去0.2-0.3mm(严禁磨刀刃顶面),安装后即可重新使用。
2.剥肋刀刃口崩裂不能正常切削时,可更换新刀片。
3.滚丝轮滚轧定数量的丝头后,因磨损牙形损坏,不能滚轧出合格丝头时,应该及时更换新滚丝轮。
4.在更换新的滚丝轮时,调整螺距的垫圈安装正确,否则不能正常工作。
公司监管体系,深化生产管理,提高产品质量。滚丝机采用好的原材料进行生产制作,并以亲民的价格出售,公司服务态度良好,合作信誉优良,欢迎广大有意客户光临指导,或与与我司精诚合作,共展宏图。公司的销售范围集中在全国,在这些地区的销量庞大信誉优良。公司位置优越、交通便利欢迎您前来咨询洽谈。
想了解有关滚丝机自动上料机视频,滚丝机镶条,慈溪滚丝机,滚丝机的更多信息可以来电访问,我们可满足您所需


