



穿墙螺杆滚丝机-穿墙螺丝滚丝机的调试-余姚三轴滚丝机
邢台市小巨人智能科技有限公司始建于2015-11-09,是一家机床个体经营。公司主要生产滚丝机,经过多年的长期发展和技术革新,现已发展成一家专门的公司。为了扩大本行业市场需求,现诚邀广大的新老客户前来咨询,与我司共同建有质量文化的质量体系,创造有魅力、有灵魂的产品。

穿墙螺杆滚丝机-穿墙螺丝滚丝机的调试-余姚三轴滚丝机。
两轴滚丝机是一种多功能冷挤压成形机床,两轴滚丝机能在其滚压力范围内冷态下对工件进行螺纹、直纹、斜纹滚压等处理;直齿、斜齿及斜花键齿轮的滚轧;校直、缩径、滚光和各种成形滚压。机器有安全可靠的电——液执行和控制系统,可使每一个工作循环在手动、半自动和自动三种方式中选择。
滚丝冷滚压工艺是一种无切削加工,能有效地提高工件的内在和表面质量,加工时产生的径向压应力,能显著提高工件的疲劳强度和扭转强度,是一种高、节能、低耗的理想工艺。在滚丝机上冷轧加工小模数渐开线花键的原理。L、R是参数相同的一对渐开线滚轧轮,分别安装在滚丝机的两根主轴上,并可在传动机构的驱动下同向同步旋转。R轮可由油缸驱动进行径向进给运动,L轮可通过调整机构的调整与R轮在工件P表面的压痕重合。工件P以两中心孔定位夹紧,调整夹具可使工件轴向移动,在受力时可绕夹具上过O点与机床主轴平行的轴线摆动一个Φ角,以保证工件在冷轧过程中始终保持与两滚轧轮处于自由对滚状态,同时便于装夹工件。
全自动液压直螺纹滚丝机操作过程
1.接通电源,打开冷却水阀门,按下正转起动按钮,即可转动进给手柄,向工件方向进给实现切削,当剥肋长度达到要求时,剥肋刀自动张开,转动手柄继续进给,即可实现滚轧螺纹,当滚丝轮与钢筋接触时要用力,并使主轴旋转一周。轴向进给一个螺距长度,当进给到程度后,即可实现自动进给,直到整个滚轧过程完成后自动停车,按下反转起动按钮,即可实现自动退刀。
2.当自动退刀结束后顺时针转动进给手柄,将滚轧头退回到初始位置,此时剥肋刀自动复位。卸下加工完成的工件即可。
3.用环规检查螺纹长度,误差在范围内为合格;同时用螺纹通止规检查丝头尺寸,通规能旋入,止规不能旋入或不能完全旋入为合格。
4.滚轧反丝时,先将滚轧头中的滚丝轮任意两个互换位置;再将行程开关压块前后互换位置,并保证行程不变。
5.滚轧反丝时,按下正转起动按钮,转动进给手柄向工件方向进给实现切削,当剥肋长度达到要求时,剥肋刀自动张开,停止进给,此时按下停止按钮停车后,按下反转按钮,滚轧头反向旋转,操纵手柄继续进给,即可滚轧反扣螺纹,当滚丝轮与钢筋接触时,要用力,并使主轴转一周,轴向进给一个螺距长度,当进给到程度后,即可实现自动进给,直到整个滚轧过程完成后自动停车。按下正转起动按钮,即可实现自动退刀。
重磨与更换
1.剥肋刀切削数量钢筋,刀刃会变钝,此时应将剥肋刀拆下,将的前刃面磨去0.2-0.3mm(严禁磨刀刃顶面),安装后即可重新使用。
2.剥肋刀刃口崩裂不能正常切削时,可更换新刀片。
3.滚丝轮滚轧定数量的丝头后,因磨损牙形损坏,不能滚轧出合格丝头时,应该及时更换新滚丝轮。
4.在更换新的滚丝轮时,调整螺距的垫圈安装正确,否则不能正常工作。
穿墙螺杆滚丝机-穿墙螺丝滚丝机的调试-余姚三轴滚丝机。
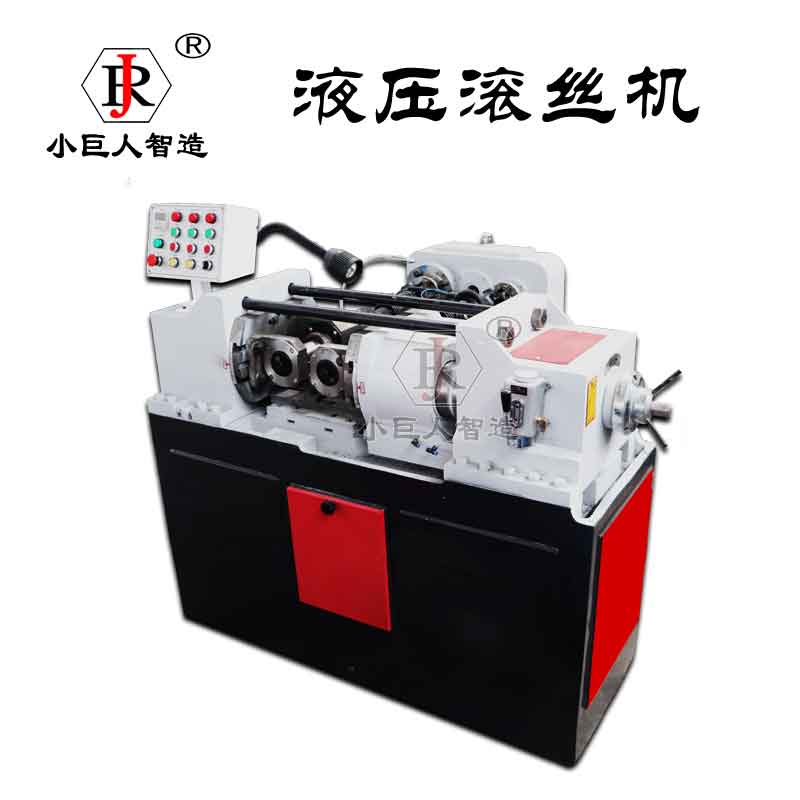
本机床主要用于冷滚压成型,冷滚压工艺是一种无屑加工工艺,该工艺利用滚压工具进行挤压成型。滚压金属纤维是连续的,滚压是产生的径向压力能有效的提高工件表面的光洁度、硬度和强度,比切屑加工提高工作效率几倍、甚至几十倍,从而更加节省材料,更易实现自动化加工。
该机床能在其滚压范围内在冷态下对工件进行普通螺纹、斜纹、直纹、斜齿、梯形螺纹、模数螺纹的滚压、校直、滚光、缩径和各种成型滚压,该机床有安全可靠的电液压执行和控制机构。可使滚压工作循环再手动和自动之间选择(用户可根据需要自备滚轮)。
本机床主要由主机体、侧机体、动力分配箱、交换齿轮箱、滚压系统、液压系统、电力系统、冷却系统等组成。
(1)主机体为一箱型铸件,其上面平面安装AB座、滑动座、电器控制面板,下面有一个蓄油池用以蓄冷却液,冷却池左边安装电器配电板;另外置液压站。
(2)侧机体为一框形铸件,它与主机体以螺丝结构合为一体,其上面安装动力分配箱、主电机工件托角等。
(3)动力分配箱:主要安装有个装齿轮、轴,该箱功能是主电机传送动力给该箱,经减速机把动力匀速传给两根轮杆,箱体中间为一空心齿轴,以方便长工件通过。
(4)传动齿轮箱:加工能力大,传动部分采用400型减速机,传动加长、扭曲力加大、齿轮模数及输出力量都大于一般齿轮箱。
(5)滚压系统:由固定座、滑动座、轮杆机构组成。
a、固定座分为AB两个,A座安装有轮杆座用以安装滚轮;B座安装有弹簧驱动机构和滑动座,后退位置调整丝杠和液压压力表开关。
b、滑动座前面装有轮杆机构,后面装有两个油缸,底面沿导轨做径向运动,靠弹簧机构后退。
c、轮杆机构主要有:轮杆座、轮杆支撑座组成,轮杆座可以±10°范围调整。
(6)冷却系统:主要由电泵把液体通过管路送到喷头,喷头可调整液体的流量大小,严禁冷却液加注过多,以超过吸油头4厘米为基准;过多,液面易进入电机,烧毁电泵,冷却液可采用20号机械油,加适量柴油。
滚丝机的出现,给一些行业带来的效果仍是不错的,在螺丝,虽然说使用范围广,但是在操作方面仍是要注意的,下面看看是如何操作的。
1、料架、料槽应设备平直,对准导向筒、调直筒和下切刀孔的中心线。
2、用手滚动飞轮,检查传动组织和作业设备,调整空隙,紧固螺栓,确认正常后,发动空工作,检查轴承应无异响,齿轮啮合,待工作正常后,方可作业。
3、按调直钢筋的直径,选用适当的调直块及传动速度。经调试合格,方可送料。
4、在调直块未固定、防护罩未盖好前不得送料。作业中禁止翻开各部防护罩及调整空隙。
5、当钢筋送入后,手与曳轮有必要保持间隔,不得接近。
6、送料前应将不直的料头切去,导向筒前应装一根1m长的钢管,钢筋有必要先穿过钢管再送入调直前端的导孔内。
7、作业后,应松开调直筒的调直块并回到本来方位,一起预压弹簧有必要回位。
8、钢筋加工机械以电动机、液压为动力,以卷扬机为辅机者,应按有关规定执行。
9、机械的设备有必要坚实稳固,保持水平方位。固定式机械应有可靠的基础,移动式机械作业时应楔紧行走轮。
10、室外作业应设置机棚,机旁应有堆放质料、半制品的场地。
11、加工较长的钢筋时,应有专人帮扶,并听从操作人员指挥,不得恣意推拉。
12、作业后,应堆放好制品。清理场地,堵截电源,锁好电闸箱。
滚丝机的优点:
1、滚压模具寿命很长;
2、对毛坯尺寸精度要求较高;
3、表面粗糙度小于车削、铣削和磨削;
4、加工出来的产品笔直度、同心度很好,精度也较高;
5、滚压后的螺纹表面因冷作硬化而能进步强度和硬度;
6、对滚压模具的精度和硬度要求也高,制作模具比较困难;
7、材料利用率高;生产率比切削加工成倍增长,且易于完成自动化;
8、滚牙加工归于塑性变形,区别于自动车床等切削加工,没有铁屑。
小巨人机床拥有成熟的生产制造设备,雄厚的科学技术力量,以及现代化的质量检测手段和的售后服务。通过严格的产品管理体系,公司有着良好的企业信誉,产品遍布全国各地。本公司通过批发;零售;的销售方式将优等品的滚丝机供应给机床市场,我们的产品优异,价格公道,请您放心购买。
成熟的销售网络渠道,可靠的售后服务队伍,依托特别的经验和过人的技术,使小巨人机床的滚丝机在众多同类产品中脱颖而出,用户遍布全国。公司一贯遵循 “诚信为本、质优价廉” 的经营理念,多年来发展良好,公司还将继续往这条路走下去,我们有理由相信小巨人机床的明天会更加美好。愿与广大客户缔结良好合作关系,欢迎前来参观合作。
想更深入的了解余姚三轴滚丝机,穿墙螺丝滚丝机的调试,穿墙螺杆滚丝机,滚丝机,请电话来询,全天恭候您的来电


