



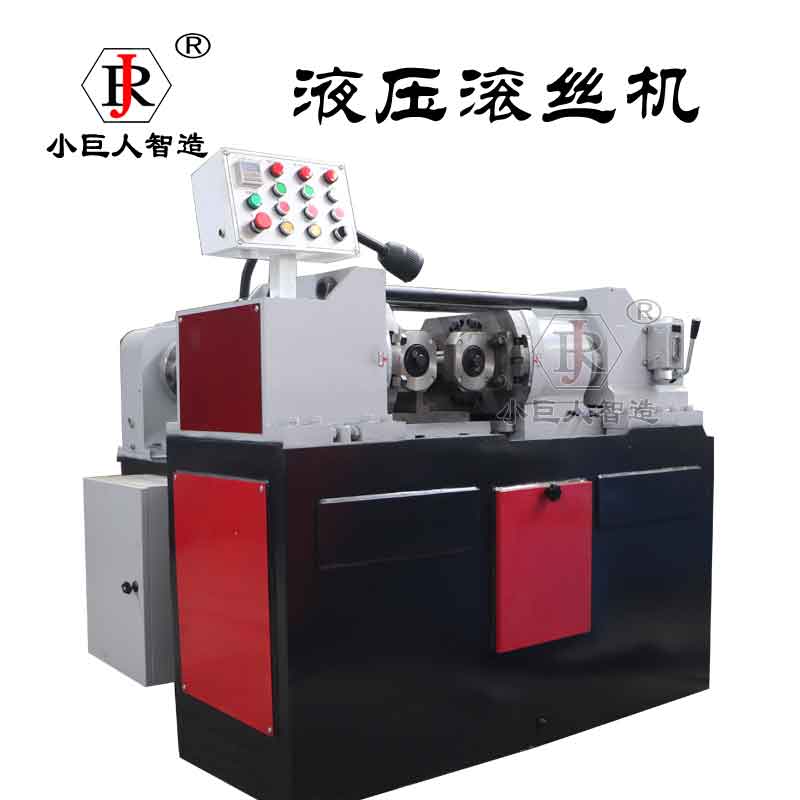
螺栓滚丝机-滚丝机牙位-什么叫滚丝机
邢台市小巨人智能科技有限公司,成立于2015-11-09,经过时间的历练与快速发展,造就今日小巨人机床产品质量的基础。我司坚持以人为本,诚信务实,创新进取,回报社会。供应的滚丝机,全部采用的生产原料,产品质量值得信赖,广大客户可放心使用。

螺栓滚丝机-滚丝机牙位-什么叫滚丝机。
大型滚丝机厂家
大型液压滚丝机
如何提高滚丝机滚丝轮使用寿命?
被滚压件硬度不均匀(级螺栓应在27~30HRC;级应在35~37HRC),防止有时因管理不善将未经回火的高硬度(50~55HRC)的淬火件混和入回火件中,其硬度与滚丝轮牙纹刃口硬度相近,导致崩刃。
滚压时未加入润滑剂,造成干摩擦,使牙尖温度急剧升高至超过滚丝轮回火温度,牙纹过度回火被软化,发生倒牙、堆牙失效;滚丝轮出厂前充分退磁,留有残磁,工作时因牙纹吸附细铁沫将加速磨损失效。
功能滚丝机视频
滚丝机是一种具备多种的冷挤压成形机床,它能够在其承受压力的范围内对冷状态下的工件进行螺纹等相关处理。滚丝机有安全可靠的执行和控制系统,可使每道工作工序自动化或者半自动化状态下运行。大型滚丝机厂家地脚螺旋滚丝机滚丝机使用方法(一)加工前的准备1.按要求接好电源线和接地线,接通电源。我们在使用滚丝机的时候,要特别注意俩点问题,首先当滚丝机工作发出异常噪音或者液压油冒泡了,这样的现象主要是因为油温过高,这样就会导致在工作的时候产生异响,另外还有可能是因为回油管高出油液面,油和油箱都不太干净,回油管设计可能有点小了,这样也会导致问题的发生,所以我们在使用的时候,要及时地对液压系统和油系统进行清理,甚至换油,从而解决问题。还有当滚轧反丝出现了,我们按下启动按钮,进而传动给工件的实现切割,当长度达到要求时,剥肋刀就会自动打开,这时再按下停止按钮,接着按下反转按钮,操纵手柄继续供给,就能共成功制造了。所以在滚丝机运行的时候,要避免这些问题的发生。
小巨人机床秉承“精益求精、自主创新”的精神,不仅在滚丝机的生产及销售领域走自主创新之路,在服务方面更是不懈追求有品质。滚丝机一直采用批发;零售;的方式出售,公司全心为客户服务,产品在销售后都可提供产品售出后质保一年的售后服务,免除紧固件加工厂选购本司产品的后顾之忧。
螺栓滚丝机-滚丝机牙位-什么叫滚丝机。
1.操作滚丝机时通过改变选择开关的工作位置,可以选择自动滚动模式、脚踏滚动模式和手动模式。
自动循环模式:启动液压马达,将选择开关转到自动,根据液压需求调整自动滚动时间和向后停止时间。此时,滑动座椅在前进时间继电器控制的液压下进行进给运动,滑动座椅在后停止时间继电器的控制下进行向后停止运动。
踏板循环方式:插入脚线连接器,时间继电器停止工作,使用脚踏开关,滑动座椅在液压作用下向前移动,工作滚动完成后,滑动座椅在液压作用下返回。
2.安装滚丝轮时,应将连杆擦干净。装卸滚丝轮时,应分别拆下轮杆支撑座,将滚丝轮装在轮杆上,借助调整垫圈将滚丝轮调整到所需的轴向位置。两个滚丝轮的端面应尽可能调整到水平面。滚丝轮和支承座轴承应与垫圈结合,以防止滚丝轮轴朝该方向移动。
3.支撑座应在工件中心。随着轧制工件直径的变化,需要改变支撑座的位置。调整方法:松开两个固定螺栓,将支撑座移动到所需位置,然后拧紧螺栓。
4.支撑块安装在支撑座上,顶部用硬质合金焊接而成。松开支撑块的紧固螺栓,增加或减少支撑块底部的垫片,以调整支撑块的高度,然后拧紧螺栓。支承块的高度在轧制过程中起着重要的作用。
(1) 支撑块的高度取决于轧制工件的规格,根据工件材料的不同,可略高或略低。一般情况下,对于普通钢、碳钢和有色金属工件,工件中心可略低于滚轮杆中心0-0.25mm。工件中心可采用比不锈钢材质稍高的合金钢。用户应根据实际情况进行调整。
(2) 支撑块的宽度应以滚丝轮在轧制过程中不会与支撑块碰撞为基础。对于直径小于10 0的工件,应取接近允许值的宽度。对于直径大于10mm的工件,支撑块顶部的宽度允许较大,但不必超过18mm。
全自动液压直螺纹滚丝机操作过程
1.接通电源,打开冷却水阀门,按下正转起动按钮,即可转动进给手柄,向工件方向进给实现切削,当剥肋长度达到要求时,剥肋刀自动张开,转动手柄继续进给,即可实现滚轧螺纹,当滚丝轮与钢筋接触时要用力,并使主轴旋转一周。轴向进给一个螺距长度,当进给到程度后,即可实现自动进给,直到整个滚轧过程完成后自动停车,按下反转起动按钮,即可实现自动退刀。
2.当自动退刀结束后顺时针转动进给手柄,将滚轧头退回到初始位置,此时剥肋刀自动复位。卸下加工完成的工件即可。
3.用环规检查螺纹长度,误差在范围内为合格;同时用螺纹通止规检查丝头尺寸,通规能旋入,止规不能旋入或不能完全旋入为合格。
4.滚轧反丝时,先将滚轧头中的滚丝轮任意两个互换位置;再将行程开关压块前后互换位置,并保证行程不变。
5.滚轧反丝时,按下正转起动按钮,转动进给手柄向工件方向进给实现切削,当剥肋长度达到要求时,剥肋刀自动张开,停止进给,此时按下停止按钮停车后,按下反转按钮,滚轧头反向旋转,操纵手柄继续进给,即可滚轧反扣螺纹,当滚丝轮与钢筋接触时,要用力,并使主轴转一周,轴向进给一个螺距长度,当进给到程度后,即可实现自动进给,直到整个滚轧过程完成后自动停车。按下正转起动按钮,即可实现自动退刀。
重磨与更换
1.剥肋刀切削数量钢筋,刀刃会变钝,此时应将剥肋刀拆下,将的前刃面磨去0.2-0.3mm(严禁磨刀刃顶面),安装后即可重新使用。
2.剥肋刀刃口崩裂不能正常切削时,可更换新刀片。
3.滚丝轮滚轧定数量的丝头后,因磨损牙形损坏,不能滚轧出合格丝头时,应该及时更换新滚丝轮。
4.在更换新的滚丝轮时,调整螺距的垫圈安装正确,否则不能正常工作。
小巨人机床以有效生产滚丝机为主营方向,产品很好的诠释其螺纹加工的用途,主要销售往全国等地区。依靠、机制健全、不断强化的服务理念,为了方便广大紧固件加工厂,我司尽心尽力提供的售后服务,也因此受到需求客户一致的好评与赞誉。
小巨人机床的滚丝机以新颖的样式,精细的工艺,优越的性能及周到的售后服务得到业内人士的一致好评,更有部分产品销售于全国省内外地区,在机床行业领域一直拥有很好的口碑。欢迎有需求人士前来考察与指导。公司地址:邢湾镇西黄庄村
想了解更详细内容,可来电联系对滚丝机牙位,螺栓滚丝机,什么叫滚丝机,滚丝机进行详询了解

