



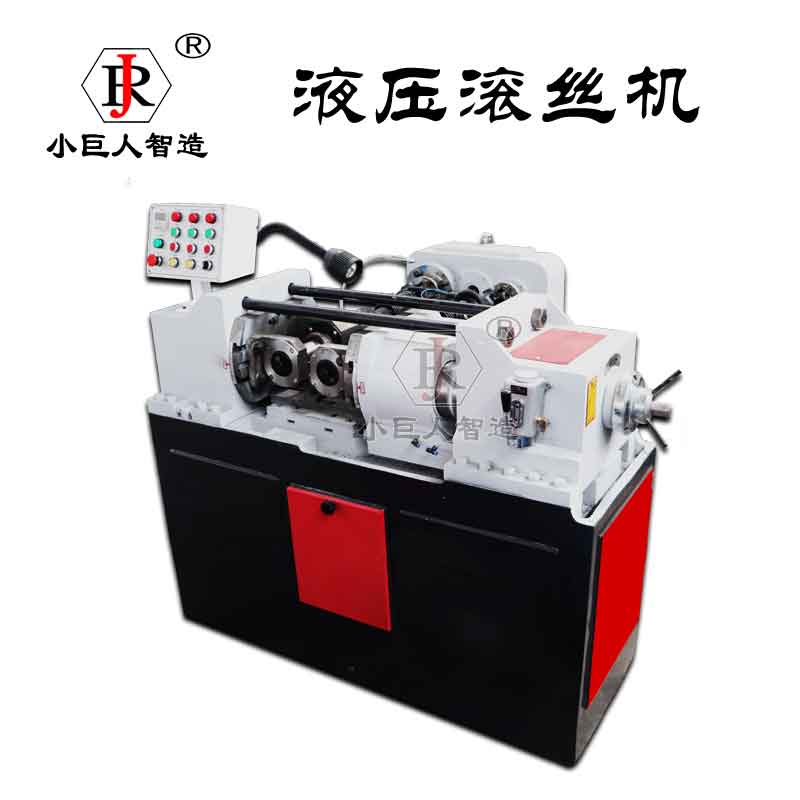
液压滚丝机-小型自动滚丝机-对拉丝杆滚丝机
邢台市小巨人智能科技有限公司是主要对滚丝机进行开发、生产、销售的企业,生产技术力量雄厚、制造工艺水平成熟,质量监督体系。自公司2015-11-09以来,已在机床领域占据主要地位,用户反馈良好。持续创新是企业生存和发展的源泉和动力,我司会再接再厉,生产更适合用户需求、适应市场发展的产品。
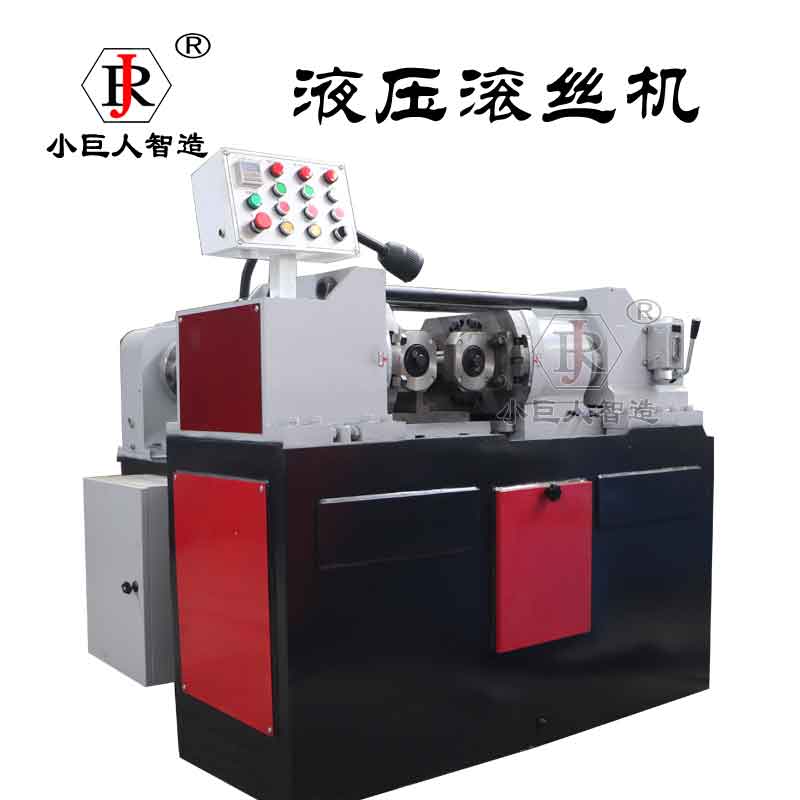

液压滚丝机-小型自动滚丝机-对拉丝杆滚丝机。
大型滚丝机厂家
大型液压滚丝机
如何提高滚丝机滚丝轮使用寿命?
被滚压件硬度不均匀(级螺栓应在27~30HRC;级应在35~37HRC),防止有时因管理不善将未经回火的高硬度(50~55HRC)的淬火件混和入回火件中,其硬度与滚丝轮牙纹刃口硬度相近,导致崩刃。
滚压时未加入润滑剂,造成干摩擦,使牙尖温度急剧升高至超过滚丝轮回火温度,牙纹过度回火被软化,发生倒牙、堆牙失效;滚丝轮出厂前充分退磁,留有残磁,工作时因牙纹吸附细铁沫将加速磨损失效。
功能滚丝机视频
滚丝机是一种具备多种的冷挤压成形机床,它能够在其承受压力的范围内对冷状态下的工件进行螺纹等相关处理。滚丝机有安全可靠的执行和控制系统,可使每道工作工序自动化或者半自动化状态下运行。大型滚丝机厂家地脚螺旋滚丝机滚丝机使用方法(一)加工前的准备1.按要求接好电源线和接地线,接通电源。我们在使用滚丝机的时候,要特别注意俩点问题,首先当滚丝机工作发出异常噪音或者液压油冒泡了,这样的现象主要是因为油温过高,这样就会导致在工作的时候产生异响,另外还有可能是因为回油管高出油液面,油和油箱都不太干净,回油管设计可能有点小了,这样也会导致问题的发生,所以我们在使用的时候,要及时地对液压系统和油系统进行清理,甚至换油,从而解决问题。还有当滚轧反丝出现了,我们按下启动按钮,进而传动给工件的实现切割,当长度达到要求时,剥肋刀就会自动打开,这时再按下停止按钮,接着按下反转按钮,操纵手柄继续供给,就能共成功制造了。所以在滚丝机运行的时候,要避免这些问题的发生。
滚丝机常见的问题及处理方法
1、滚不出丝或乱丝
滚压头旋转方向不正确;滚压头规格与钢筋不一致
定位套顺序不正确;滚压头顺序安装是否正确;
滚轮,定位套损坏;
2、不启动
空开,倒顺总停于闭合;电源缺相;
热保护器起保护作用、保险烧坏;
接线脱落,变压器已烧坏。
控制线路触点是否损坏或接触不良。
检查停止启动按钮、有无掉线松动;按钮的触点是否良好;
检查设备前面的限位触点是否良好,触点、线、保险是否损坏(变压器进、出的保险)
3、无反车(反转)
前行程开关已坏(大约7000次);延时继电器不动作;
压块压行程开关距离不够,压块压不到位或损坏卡阻;
接线脱落;触点是否接触不良或损坏;
检查前面的限位触点是否不到位,闭点是否断开,开点是否闭合和时间继电器开点是否闭合;
检验机器后面的限位,闭点是否断开,查线路的点,线是否松动、接触不良、损坏、断线等;
4、车顺丝:开机逆时针剥皮,滚丝,顺时针退丝
5、换滚丝轮内垫片的顺序:顺时针:厚中薄,外垫片薄中厚;
6、微调尺寸:松滚丝轮头后面六个内角螺丝(或三个外六角螺丝)后,用活动扳手微调尺寸
7、调丝的长短:调节双行程开关上的挡块距离
8、调拨皮的长短:调节安装退刀轴上的四方座
9、车反丝
(1)滚丝轮内的垫片顺序安装反了
(2)纽扣开关拨向上
(3)开机逆时针剥皮,按按纽开关上后退按纽顺时针滚丝,后逆时针退丝
液压滚丝机-小型自动滚丝机-对拉丝杆滚丝机。
滚丝机的出现,给一些行业带来的效果仍是不错的,在螺丝,虽然说使用范围广,但是在操作方面仍是要注意的,下面看看是如何操作的。
1、料架、料槽应设备平直,对准导向筒、调直筒和下切刀孔的中心线。
2、用手滚动飞轮,检查传动组织和作业设备,调整空隙,紧固螺栓,确认正常后,发动空工作,检查轴承应无异响,齿轮啮合,待工作正常后,方可作业。
3、按调直钢筋的直径,选用适当的调直块及传动速度。经调试合格,方可送料。
4、在调直块未固定、防护罩未盖好前不得送料。作业中禁止翻开各部防护罩及调整空隙。
5、当钢筋送入后,手与曳轮有必要保持间隔,不得接近。
6、送料前应将不直的料头切去,导向筒前应装一根1m长的钢管,钢筋有必要先穿过钢管再送入调直前端的导孔内。
7、作业后,应松开调直筒的调直块并回到本来方位,一起预压弹簧有必要回位。
8、钢筋加工机械以电动机、液压为动力,以卷扬机为辅机者,应按有关规定执行。
9、机械的设备有必要坚实稳固,保持水平方位。固定式机械应有可靠的基础,移动式机械作业时应楔紧行走轮。
10、室外作业应设置机棚,机旁应有堆放质料、半制品的场地。
11、加工较长的钢筋时,应有专人帮扶,并听从操作人员指挥,不得恣意推拉。
12、作业后,应堆放好制品。清理场地,堵截电源,锁好电闸箱。
滚丝机的优点:
1、滚压模具寿命很长;
2、对毛坯尺寸精度要求较高;
3、表面粗糙度小于车削、铣削和磨削;
4、加工出来的产品笔直度、同心度很好,精度也较高;
5、滚压后的螺纹表面因冷作硬化而能进步强度和硬度;
6、对滚压模具的精度和硬度要求也高,制作模具比较困难;
7、材料利用率高;生产率比切削加工成倍增长,且易于完成自动化;
8、滚牙加工归于塑性变形,区别于自动车床等切削加工,没有铁屑。
小巨人机床经过多年努力经营,如今已经发展成为一家拥有生产经营水准公司。公司大规模生产滚丝机,产品的库存充足,服务于全国地区。勇于创新、持续改善是企业文化的精髓。我们始终坚持“诚信合作制作,品质经营”的创业理念,为广大客户供应好的产品。
真诚为客户提供好的产品,周到细致的服务是邢台市小巨人智能科技有限公司一直奉行的销售准则,使得公司销售的滚丝机在机床行业中有着强大的竞争优势。我司通过多年在本行业的不断研究,以及对公司产品品质的坚持,已赢得广大紧固件加工厂一致肯定。本公司将以“面向客户,适应市场”为导向,力求价格让用户满意,产品质量得客户肯定。
欲了解更多有关小型自动滚丝机,对拉丝杆滚丝机,液压滚丝机,滚丝机详情,请致电联系我们了解

