产品详情 公司简介
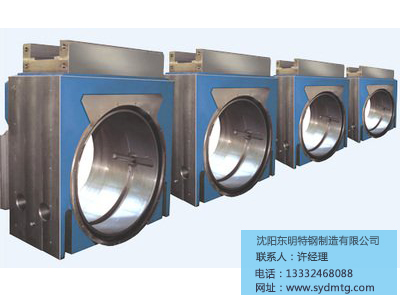
35MnSi铸钢件加工-沈阳市好的铸钢件加工厂家
东明特钢一直致力于铸钢件加工服务,产品质量稳定,工艺精巧,在辽宁省备受广大客户的信赖与支持。我公司提供的铸钢件加工服务周期是一个工程期,管理体制灵活,发展思路明确,具有服务至上的特色和广阔的发展前景。品质是金,服务是心,不断自我,竭诚为广大客户提供优异的产品。
35MnSi铸钢件加工-沈阳市好的铸钢件加工厂家。 沈阳东明特钢制造有限公司,可靠致力于铸钢件加工,于2010-04-12在沈阳市成立,自创建以来,始终坚持学习、、创新的经营指导方针,不断引入成熟技术工艺和铸钢件加工装备,积极吸收高新技术人才,竭诚服务于广大用户,在全国拥有良好的口碑与信誉,深受机械厂的信任。

铸钢件生产中浇注工艺操作
浇注工艺是铸钢件整个生产流程中至关重要的一个环节,如果该环节没有处理得当铸造出合格的铸钢件很困难,因此在铸钢件生产中,应该严格按照要求来进行浇注环节各项操作。
为了获得合格的铸钢件,严格控制浇注温度、浇注速度,严格遵守浇注操作规程很关键。
(1)就浇注温度而言,浇注温度对铸件质量影响很大,应该根据合金种类、铸件结构和铸型特点确定合理的浇注温度范围。根据碳钢的型号选择合理的浇注温度,一般浇注温度在1540-1580℃(浇包内钢水温度)之间。
(2)就浇注速度而言,在保证型腔内的气体排出顺畅的条件下,对要求同时凝固的铸件可采用较高浇注速度,对要求实现顺序凝固的铸件,尽可能采用较低的浇注速度。
(3)就浇注操作要求而言一般需要按照以下几点来遵守:a。浇注大、中型铸钢件,钢水要在钢包内静置1-2min后进行浇注。b。浇注后待铸件凝固完毕,要及时卸除压铁和箱卡,以减少铸件收缩阻力,避免铸件产生裂纹缺陷。
35MnSi铸钢件加工-沈阳市好的铸钢件加工厂家。
铸钢件是金属物件,它很多不同的形状,铸钢件加工过程复杂但又具有创造性,那么铸钢件加工的工艺特色是怎样的呢?
大型铸钢件加工及工艺设计需要考虑很多的工艺方面的条件要素,也需要运用很多的设计技巧。一些在小件中不显眼的因素,在大件中就会产生巨大的影响。大型铸钢批量小,工艺试验和改进也比较困难,要求其设计者具有有丰富的行业知识和设计经验。
铸钢件加工的铸造工艺设计是铸钢件加工的重要环节, 是获得高产铸钢的重要技术管理措施。在选定铸造工艺方案时,须考虑铸造车间的具体条件,如铸造设备运转情况、生产能力,铸钢件的结构和尺寸、技术要求以及生产数量等。
当生产的工艺方案决定以后,还应根据产品零件图的形状、尺寸和技术要求,选定各种铸造工艺参数。铸造工艺参数是由金属种类和铸造方法等要素的特点决定的。
铸钢件造型操作
1、铸钢件操作流程
顺序是:选取合适砂箱→放置木模→填砂→紧实→放置上砂箱→安置浇冒口→填砂→紧实→起模修型→硬化
2、铸钢件操作方法及质量标准
(1)根据铸件模型的形状和大小,选取合适的砂箱。
(2)把铸件模型放到砂箱内的适当位置。
(3)往砂箱中加入适当造型砂,使用工具将砂箱中的造型砂紧实,紧实程度要适中。
(4)用刮板刮去高出砂箱的造型砂,使砂型表面和砂箱的边缘平齐。
(5)用毛刷清理模型表面浮砂,覆盖塑料薄膜并使薄膜平整。
(6)放置上砂箱,上、下砂箱箱口要对齐。
(7)在上砂箱中合适位置放置浇冒口,添加造型砂并紧实。
(8)分箱起模,修型并扎气眼硬化。
沈阳东明特钢制造有限公司秉承“顾客至上,锐意进取”的经营理念,坚持“质量至上”的原则,为广大客户提供优异的铸钢件加工服务,成为众多机械厂的首要选择之地。谒诚欢迎国内外各界人士惠顾,洽谈和广泛合作。 联系电话13332468088,联系人许广旭。
为您提供35MnSi铸钢件加工,铸钢件加工详细介绍,如有需要,请致电联系我们













关于我们| 法律声明| 意见建议| 联系我们| 书生技术开发

手机书生商务网:http://m.shangwuzhan.com
书生官方微博:新浪、腾讯