精密去毛刺-压铸铝件去毛刺生产厂家-压铸铝件去毛刺公司
广东亿达智能装备有限公司自2020-01-10成立以来,专注于为全体提供好的压铸件去毛刺设备厂家。公司及时跟进潮流动态,立足新起点,开创新局面。拥有成熟的生产加工设备以及可靠的包装生产流水线,新产品开发周期短、能力强,精度高,制造工艺成熟。欢迎广大全体前来合作。
精密去毛刺-压铸铝件去毛刺生产厂家-压铸铝件去毛刺公司。
此类去毛刺包含振动、喷砂工艺、滚桶等方式 ,目前企业选用较多
种
通快气动工具去毛刺机,这类实用工具可以 马上表面层祛除毛边,并且压边无氧化,相近那般的实用工具30°、45°、60°的倾角皆可运用,还能用以弯曲边缘。
第二种
第三种
去毛刺、倒圆角的一些实用工具,单件或小批量生产时可用得到。
10种简单的去毛刺方式
1、人工去毛刺
这一也是一般企业普遍选用的方式 ,选用锉刀、打磨砂纸、沙轮片等作为辅助工具。锉刀有人工锉刀和气动锉刀。
2、冲模去毛刺
选用制作冲模互相配合冲压机床进行去毛刺。
简评:
务必的冲模(粗模 精冲模)制作费,可能还务必制做整形美容模。
适合疾病诊断面较简单的产品,效率高及去毛刺预期效果比人工佳。
存在去除并并不是很干净整洁的难点,可能务必过后人工处理残余毛边或者互相配合其他方式 去毛刺。
适合大批挺大的小百货。
4、冷冻去毛刺
应用降温使毛边迅速脆裂,接着喷发弹丸轮破除去毛刺。
广东亿达智能装备有限公司坚持以人为本战略,拥有一批高素质技术人员和经验丰富的销售队伍。主要以压铸件去毛刺设备厂家的生产销售为主要经营方向,产品主要用于打磨,在全国一直好销售不衰,用户热情不减。广州亿格智能有限公司的宗旨是求真、创新、有效,欢迎国内外志同道合的朋友联系我司,洽谈合作。
精密去毛刺-压铸铝件去毛刺生产厂家-压铸铝件去毛刺公司。
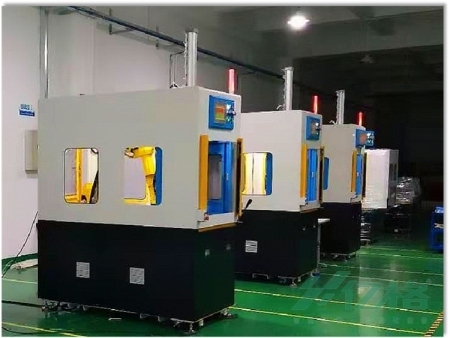
经济的压铸件去毛刺自动化生产线
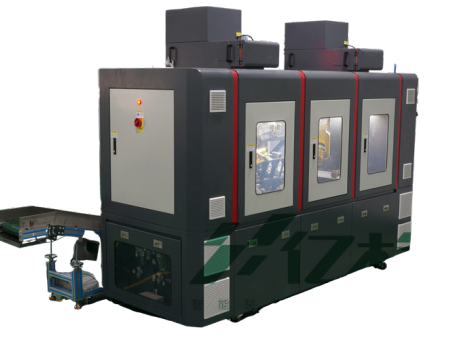
全自动研磨清洗烘干线
部分 工件输送上料机构
第三部分 振动筛选分料机
第五部分 磨料循环回收输送带
据介绍,全自动研磨清洗烘干线主要应用于铝合金、镁合金中大型压铸件去毛刺,满足压铸件的光整加工,上料、去毛刺、产品与磨石分离、喷淋冲洗、出料一次完成并连续出料,生产线由 PLC 通过电控、人机界面程序控制。谭长福先生表示:“新型研磨烘干线可以省去大量的人工,全自动化操作,生产效率高,日产能非常高,可以创造可观的经济效益。”
设备的优点
全自动化:全自动化生产线,完成上料、研磨、分料、输送、清洗、烘干等工序,可以持续不间断生产作业,日产能非常高,可以创造可观的经济效益。
节约成本:设备操作简单,仅需配备3名工人,其工作量等同于以往97名工人手工作业。能大幅度降低人工成本费用,加快收回投资成本。
:智能化研磨设备省时、省心、省力、省事,便于管理且能稳定批量制造高品质产品。
绿色环保:设备自动筛选工件和废料,磨料循环利用,并配备污水处理系统,绿色环保,每年可节约大量水费及污水处理费用。
安全可靠:电源采用为三相五线制AC380V,整机为约45KW,烤箱电源为独立控制,操作维修方便,故障率低。
此类去毛刺包含振动、喷砂工艺、滚桶等方式 ,目前企业选用较多
种
通快气动工具去毛刺机,这类实用工具可以 马上表面层祛除毛边,并且压边无氧化,相近那般的实用工具30°、45°、60°的倾角皆可运用,还能用以弯曲边缘。
第二种
第三种
去毛刺、倒圆角的一些实用工具,单件或小批量生产时可用得到。
10种简单的去毛刺方式
1、人工去毛刺
这一也是一般企业普遍选用的方式 ,选用锉刀、打磨砂纸、沙轮片等作为辅助工具。锉刀有人工锉刀和气动锉刀。
2、冲模去毛刺
选用制作冲模互相配合冲压机床进行去毛刺。
简评:
务必的冲模(粗模 精冲模)制作费,可能还务必制做整形美容模。
适合疾病诊断面较简单的产品,效率高及去毛刺预期效果比人工佳。
存在去除并并不是很干净整洁的难点,可能务必过后人工处理残余毛边或者互相配合其他方式 去毛刺。
适合大批挺大的小百货。
4、冷冻去毛刺
应用降温使毛边迅速脆裂,接着喷发弹丸轮破除去毛刺。
压铸模温机控制压铸模的温度对于压铸件质量的影响
压力铸造由于其发展的迅速己成为铸造行业,蓬勃兴起的产业部门和重要市场,对压铸件的不断增长需求,促使压铸行业在高性能设备、的工艺方法、压铸合金性能提高、模具制造技术的进步等领域都有了显著的改观,但与国外压铸技术比较,总体差距仍不小,为此技术创新已成为压铸行业发展的动力。
提高压铸件质量,适应国内外市场的需求,不断探讨压铸技术发展滞后于生产发展的因素己成为当前压铸行业普遍关心的问题,本文就压铸工艺中压铸模温度控制对压铸件质量的影响问题进行初步探讨。
一、模具温度控制对压铸件质量的影响
1、1模温控制的作用
(1)模温控制对合金液流的温度、流动性、填充时间、填充流态以及合金液的冷却速度、结晶状态和顺序、收缩应力等具有重要影响。
(2)模温过高,压铸件易收缩形成凹陷或表面产生气泡;模温过低,铸件表层冷凝后,又被高速液流冲破形成铸件表面缺陷,还会造成铸件收缩应力增大而产生裂纹。
(3)模温控制对延长模具寿命,提高生产效率作用显著。模具温度梯度变化过大,形成的应力状态与频繁的应力交变,将导致模具过早开裂与变形。
(4)模温控制对压铸件出模及尺寸精度有影响。模温控制在范围内,铸件的收缩率相对稳定,铸件可获得良好的尺寸精度、表面质量和力学性能。
1.2影响模具温度的主要因素
(1)合金液的浇注温度、浇注量、热容量、模具体积以及铸件结构与导热性。
(2)模具浇注系统和溢流槽的设计与布置,以及调整热平衡状态的程度。
(3)压铸循环的时间与保压时间,生产节奏的连续性,频率越快,模温越高。
(4)模具润滑与加热冷却的方式与介质。
铝合金压铸件去毛刺的几大大方法
近年来,我国的铝合金压铸件产量不断上升,产业发展十分迅速,这主要得益于我国国内的铸造订单也源源不断,而我国的铸造行业也开始受到国外企业的认可与称赞。
压铸行业的发展,其生产逐步向中国转移,在经济一体化趋势的带动下,各个行业对于铝合金压铸件的需求量也在不断的增加,加之我国又具有天独厚的劳动力与铝资源优势,这就直接促使了铝合金压铸件产量的剧增。
众所周知,铝合金压铸件应用非常广泛,特别是在汽车工业中,铝合金压铸件的需求量非常大。我国的汽车工业近年来迅速发展壮大,对铝合金压铸件的需求量迅猛提升,这大大促进了我国铝合金压铸件产业的发展。
特别是在汽车轻量化趋势的带动之下,铝合金压铸件市场都出现了巨大的需求,我国汽车工业对此的需求更不用说了。同时,由于近年来汽车行业内部的优化升级,正逐步用铝合金铸件代替灰铁铸件,从而不断刺激对铝合金压铸件需求的增长。汽车工业对于我国来说,还处于不断发展壮大阶段,上述在以上趋势的带动之下,我国铝合金压铸件产业发展壮大的优势是非常明显的。
广州亿格智能有限公司生产的压铸件去毛刺设备厂家,选用精良的材质,产品质量优异,制作工艺精巧,主要用于打磨。我司产品在全国拥有很好的销量,有需要的客户请到我公司销售网点选购,我们将以批发;零售的方式进行销售并以陆运方式为您进行货物配送。诚信为本,合作共赢是本公司的文化理念,我司积极开展广泛合作。
请来电咨询了解更多与精密去毛刺,压铸铝件去毛刺生产厂家,压铸铝件去毛刺公司,压铸件去毛刺设备厂家相关的详情信息