自动去毛刺设备厂商-全自动去毛刺设备制造商
广东亿达智能装备有限公司创立伊始,规模逐步发展壮大,凭着过硬的生产技术、丰富的管理经验,好的客户服务和良好的企业信誉,在工业机器人行业不断进步。在短时间内完成了企业创建、、发展的过程,自动去毛刺设备市场广阔,产品已经销售到全国。
自动去毛刺设备厂商-全自动去毛刺设备制造商。
商品、工件有“毛刺”该怎么办?试一下大、小批量生产同吃的8种方法
工件生产制造、生产加工后,外观设计轮廊位置非常容易出現毛刺。一旦出現毛刺可能对商品规格精密度、外型导致危害。
为了地大批量生产品质,工件在进行全部生产加工后提升去毛刺加工工艺就变成了务必。
不一样的生产加工种类,商品毛刺的样子不一样。假如仅仅单纯性的选用某类去毛刺方法难以考虑全部要求。因而,不一样的去毛刺加工工艺、方法应时而生。
打毛刺方法
一、人工去除法
在中小企业这类方法十分普遍。运用人工打毛刺不用机器设备、专用工具只需一把挫刀或打磨砂纸,工作人员也不用培训就可以入岗。
由于不宜批量生产、构造繁琐没法去除,再再加上如今中国人工成本的持续提升,这类方法可能渐渐地消退。
二、特殊模貝
依据零件特点,设计方案专用型模貝对毛刺开展去除。可是,充分考虑模貝成本费及对商品的危害,一般只合适简易且规格规定不太高的零件应用。
可是,率相对性人工高些。
三、碾磨、振动法
根据技术去毛刺机器设备去除毛刺。此方法对小零件、大批有。设备原理可分:震动、喷砂处理、滚桶等。
四、极速冷藏法
关键原理是根据制冷使毛刺变脆,随后根据喷砂处理、振动等方法去除(与上种方法相互配合更为)。
五、热爆法
关键原理是根据高溫将毛刺开展溶化,以做到去除毛刺的目地。因为将可燃气体根据解决后完成一瞬间燃爆提温。
由于完成的方法,机器设备自身的价钱也并不划算。一般只用以精密加工零件中,如:航空公司、航天飞机零件等。
六、充放电法
相近火花放电机器设备生产加工,根据一瞬间高溫熔融或汽化毛刺。
由于加工工艺,能够去除繁杂工件外界毛刺而被应用。
七、髙压流水法
根据高压水泵对工件开展冲洗,根据高压水枪一瞬间力去除毛刺。
八、超音波法
超音波去除法相近清理来做到去毛刺。但是,这方法只合适商品精密度规定十分高,毛刺归属于微小等级,很有可能根据高倍放大镜或光学显微镜来观察。
毛边虽小,除去却难!那么你掌握这四种去毛刺加工工艺吗?
也有下边几类特殊除去毛边方式:
一、磨砂颗粒流去毛刺
磨料流生产加工技术性(AFM)是海外七十年代末发展趋势起來的一项精饰去毛刺新技术新工艺,此加工工艺尤其合适于刚进到深度加工环节的毛边,可是针对小而长的孔及其底端堵塞的金属型铸等均不适合生产加工。
二、磁力研磨去毛刺
此方法六十年代始于原苏联、立陶宛等欧洲,八十年代中后期日车则对其原理和运用作厂深入分析。
磁力研磨时将工件放进两磁场产生的电磁场中,在工件和磁场的空隙中放进带磁磨料,磨料在电磁场力的作用下沿磁力线方位齐整排序,产生一只绵软且具备刚度的磁研磨刷,当工件在电磁场中转动井作轴径震动时,工件与磨料产生相对速度,磨料刷就对工件表面开展研磨生产加工;磁力研磨法可以率、迅速的对零件开展研磨和去毛刺,适用各种各样原材料、多种多样规格、多种多样构造的零件,是一种项目投资少、率、主要用途广、性价比高的深度加工方式。现阶段海外已可对旋转体內外表面、平板电脑类零件、传动齿轮传动齿轮、复杂性面等开展研磨和去毛刺,除去输电线线缆上的氧化皮,清除pcb电路板等。
三、能源去毛刺
供热去毛刺(TED)是用氢气汽体或氧与燃气产生时混合气体燃爆后造成的高溫将毛边烧毁。是将co2和co2或燃气和co2进入一个密闭式的器皿内,经点火线圈打火,使混合气体在瞬时速度内燃爆释放很多的能源而除去毛边。但工件历经爆燃点燃后,其空气氧化粉末状会粘附工件表面上,务必多方面清理或酸洗钝化。
四、密镭力超音波去毛刺
密镭力超音波去毛刺技术性是近些年逐渐时兴的一种去毛刺方式,只是就附设的清理率是一般超声清洗机的10~20倍,空穴在不锈钢水槽内匀称满布,使超音波不用依靠清洁剂就可以在5~15分钟内另外进行。
自动去毛刺设备厂商-全自动去毛刺设备制造商。
毛刺虽小,去除却难!那麼你把握这四种去毛刺制作工艺吗?
也是有下面几种去除毛刺方法:
一、磨纱颗粒物流去毛刺
磨料流生产制造性(AFM)是国外七十年代末发展趋向起来的一项精饰去毛刺新技术应用新技术新工艺,此制作工艺特别是在适合于刚进到精加工阶段的毛刺,但是对于小而长的孔以及底部阻塞的金属型铸等均不宜生产制造。
二、磁力研磨去毛刺
此方式六十年代起源于前苏联、亚美尼亚等欧洲各国,八十年代后半期日车则对其基本原理和应用作厂详细分析。
磁力研磨时将工件放入两电磁场造成的磁场中,在工件和电磁场的间隙中放入带磁磨料,磨料在磁场力的作用下沿磁力线方向整齐排列,造成一只柔软且具有弯曲刚度的磁研磨刷,当工件在磁场中旋转井作轴颈振动时,工件与磨料造成相对运动,磨料刷就对工件表面进行研磨生产制造;磁力研磨法能够率、快速的对零件进行研磨和去毛刺,可用各式各样原料、各种各样规格型号、各种各样结构的零件,是一种投资项目少、率、适用范围广、高性价比的精加工方法。目前国外已可对旋转体內外表面、平板类零件、传动系统传动齿轮传动齿轮、多元性面等进行研磨和去毛刺,去除电力线电缆线上的氧化皮,消除pcb线路板等。
三、电力能源去毛刺
供暖去毛刺(TED)是用氡气乙炔气体或氧与气造成时混合气爆燃后导致的高温将毛刺损坏。是将co2和co2或气和co2进到一个封闭式的容器内,经火花塞点火,使混合气在加速度内爆燃释放出来许多的电力能源而去除毛刺。但工件经历燃爆引燃后,其氧化粉状会黏附工件表面上,尽量各个方面清除或磷化处理。
四、密镭力超声波去毛刺
密镭力超声波去毛刺性是近几年来慢慢流行的一种去毛刺方法,仅仅就附属的清除率是一般超声清洗机的10~20倍,空穴在不锈钢水槽内均匀布满,使超声波无需借助清洁液就可以在5~15分钟内此外开展。
广州亿格智能有限公司生产的自动去毛刺设备,选用精良的材质,产品质量优异,制作工艺精巧,主要用于去毛刺。我司产品在全国拥有很好的销量,有需要的客户请到我公司销售网点选购,我们将以批发;零售的方式进行销售并以陆运方式为您进行货物配送。诚信为本,合作共赢是本公司的文化理念,我司积极开展广泛合作。
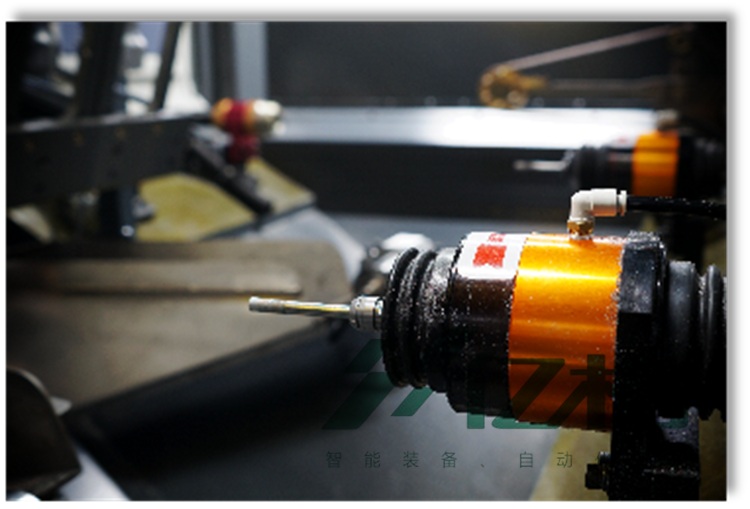
机加工中如何减少毛刺的导致?
在对金属复合材料进行加工的整个过程中,零件上经常会出现毛刺。因而,在生产加工加工整个过程中,去除各种各样零件的毛刺,务必开销许多的人力资源管理、物力资源資源。因此,烟桥耗费了许多成本费用。那么,如何有效减少金属复合材料加工中毛刺的导致呢?下面大伙儿就来从刀具方案设计方面具体介绍一下。
刀具原料本身的特性是伤害刀具加工性的重要因素,而刀具在铣削的整个过程中,工作环境很极端化,刀具既要担负十分大的切削用量,又要遭到高温升温而进行氧化,那般会导致刀具磨烂加剧。当刀具磨烂后,铣削刃会变钝,这时候就很容易导致粗大的毛刺,这类毛刺十分没法去除。因此,在对刀具进行方案设计的状况下,尽量要根据加工要求和商品产品工件原料的特性来选择刀具原料。
而适当的扩张后角,可以让伤口锋利,减轻伤口对商品产品工件原料的挤压加工,对于减少毛刺的形成也是有帮助。而主偏角和副偏角重要伤害的是残留占地面积的重要因素,在铣削时一般 在残留占地面积上形成毛刺,为了地能够地减少毛刺的形成,务必扩张主偏角、减少副偏角。
根据零件的加工要求以及加工规范,可以采用各式各样结构形式的刀具来控制毛刺的形成。例如采用复合性刀具,在加工整个过程中,前一刀具铣削时形成的毛刺能被后一刀具去除,那般有效控制了毛刺的形成,又能提高加工的质量。
在生产加工中,每一个去毛刺方法的加工基本概念、特性与应用场地都不一样。对于各式各样零件和加工方法所导致的不一样类型的毛刺,采用什么的去毛刺方法十分重要,伤害去毛刺的因素有很多,但是从总体上重要还是零件加工规范与加工要求,因此,在选择去毛刺的方法上务必考虑到下述难点:A、被加工零件的生产加工大批、原料特性、结构模样、规格型号规格等因素。B、去毛刺方法的加工能力、合理化、现阶段去毛刺机械设备与技术水平。C、去毛刺的副作用。
真诚为客户提供好的产品,周到细致的服务是广东亿达智能装备有限公司一直奉行的销售准则,使得公司销售的自动去毛刺设备在工业机器人行业中有着强大的竞争优势。我司通过多年在本行业的不断研究,以及对公司产品品质的坚持,已赢得广大需求群体一致肯定。本公司将以“面向客户,适应市场”为导向,力求价格让用户满意,产品质量得客户肯定。
以上是自动去毛刺设备厂商,全自动去毛刺设备制造商,全自动去毛刺设备加工,自动去毛刺设备的相关信息,欢迎致电联系咨询