浮动去毛刺工具-小零件去毛刺-孔内去毛刺设备
广东亿达智能装备有限公司始建于2020-01-10,是一家工业机器人有限责任公司。公司主要生产去毛刺机器,经过多年的长期发展和技术革新,现已发展成一家专门的公司。为了扩大本行业市场需求,现诚邀广大的新老客户前来咨询,与我司共同建有质量文化的质量体系,创造有魅力、有灵魂的产品。
浮动去毛刺工具-小零件去毛刺-孔内去毛刺设备。
10种简易的去毛刺方法
1、人工去毛刺
这一也是一般公司广泛选用的方法,选用挫刀、打磨砂纸、砂轮等做为辅助软件。挫刀有人工挫刀和气动式挫刀。
简评:
人工成本费偏贵,率并不是很高,且对繁杂的交叉式孔难以去除。
对职工技术标准并不是很高,可用毛刺小,产品构造简易的商品。
2、冲压模具去毛刺
选用制做冲压模具相互配合高速冲床开展去毛刺。
3、碾磨去毛刺
该类去毛刺包括震动、喷砂处理、滚桶等方法,现阶段公司选用较多。
简评:
存有去除并不是很整洁的难题,很有可能事后人工解决残留毛刺或是相互配合别的方法去毛刺。
合适大批量很大的小商品。
4、冷藏去毛刺
利用减温使毛刺快速老化,随后喷涌弹丸轮破去除毛刺。
简评:
机器设备价钱大约在二三十万。
合适毛刺壁厚较小且商品也较小的商品。
5、热爆去毛刺
简评:
机器设备价格昂贵(几百万价钱),实际操作技术标准高,率低,不良反应(锈蚀、形变)。
关键应用在一些精密加工的零部件行业,如轿车航空航天等高精密零部件。
6、数控雕刻机去毛刺
简评:
机器设备价钱并不是很贵(几万元),适用空间布局简易,所需去毛刺部位简易有规律性。
7、有机化学去毛刺
用电化学腐蚀基本原理,对金属复合材料做成的零件全自动地、有选择进行去毛刺工作。
简评:
适用难以去除的內部毛刺,合适泵壳、油路板等商品细微毛刺(薄厚低于7丝)。
8、电解法去毛刺
利用电解效去除金属材料零件毛刺的一种电解法生产加工方式。
简评:
适用传动齿轮、曲轴、油路板和发动机曲轴燃油管管口等去毛刺,及其斜角倒圆等。
9、髙压水喷涌去毛刺
以水为媒体,利用它的一瞬间撞击力来去除生产加工后造成的毛刺和毛边,另外可做到清理的目地。
简评:
机器设备价格昂贵,关键用以轿车的心脏部位和工程机械设备的液压机自动控制系统。
10、超音波去毛刺
超音波造成一瞬间髙压去除毛刺。
简评:
关键对于一些外部经济毛刺,一般假如毛刺用光学显微镜来观察话,就都能够试着用超音波的方式去除。
10种简单的去毛刺方式
1、人工去毛刺
这一也是一般企业普遍采用的方式,采用挫刀、打磨砂纸、沙轮片等作为辅助工具。挫刀有人工挫刀和气动挫刀。
简评:
人工成本费用偏贵,效率高并并不是很高,且对复杂的交叉式孔无法除去。
对员工标准规范并并不是很高,能用毛刺小,商品结构简单的产品。
2、五金模具去毛刺
采用制作五金模具互相配合冲压机床进行去毛刺。
3、研磨去毛刺
此类去毛刺包含振动、喷砂工艺、滚桶等方式,目前企业采用较多。
简评:
存在除去并并不是很干净整洁的难点,很有可能务必过后人工处理残余毛刺或者互相配合其他方式去毛刺。
适合大批非常大的小百货。
4、冷冻去毛刺
利用降温使毛刺迅速脆化,接着喷发弹丸轮破除去毛刺。
简评:
机械设备价格大概在二三十万。
适合毛刺壁厚较小且产品也较小的产品。
5、热爆去毛刺
简评:
机械设备价格比较贵(上百万价格),操作过程标准规范高,效率高低,副作用(生锈、变形)。
重要运用在一些精密机械加工的零部件领域,如小汽车航天航空等精密加工零部件。
6、雕刻机去毛刺
简评:
机械设备价格并并不是很贵(几万块),可用空间规划简单,所需去毛刺位置简单有周期性。
7、分析化学去毛刺
用电化学反应基本概念,对金属材料高分子材料制成的零件自动式地、有挑选开展去毛刺工作中。
简评:
可用无法除去的内部毛刺,适合泵体、燃油管板等产品微小毛刺(厚薄小于7丝)。
8、电解食盐水去毛刺
利用电解食盐水作用除去金属复合材料零件毛刺的一种电解食盐水生产制造方法。
简评:
可用传动系统传动齿轮、发动机曲轴、燃油管板和曲轴燃油管支管等去毛刺,以及倾斜角倒圆等。
9、髙压水喷发去毛刺
以水为新闻媒体,利用它的一瞬间冲击力来除去生产制造后导致的毛刺和毛刺,此外可保证清除的目的。
简评:
机械设备价格比较贵,重要用于小汽车的心脏部位和工程项目工业设备的四柱液压机全自动自动控制系统。
10、超声波去毛刺
超声波导致一瞬间髙压除去毛刺。
简评:
浮动去毛刺工具-小零件去毛刺-孔内去毛刺设备。
各种齿轮抛光去毛刺
1、外齿轮镜面玻璃抛光
应用磨砂颗粒流为外齿轮抛光,将齿轮对于工作服内,液体耐磨材料由外齿轮表面挤压成型流动性,开展左右双重碾磨。单批号用时约2-3分钟,对齿轮尺寸公差危害约2-3个μ。假如外齿表面表面粗糙度很差,又抛得十分镜面玻璃,则增加1-2分钟抛光時间。
2、内齿轮抛光去毛刺
齿型抛光去毛刺比外齿更为简易,工装设计不用考虑到工作压力的一致性,只将工件维护起來,不被挤伤,并能够批量处理就可以。耐磨材料从齿型一端挤进,从另一端挤压,这般循环系统就可以。齿型抛光,能够解决硬质合金刀具的齿轮工件。
3、斜齿轮抛光去毛刺
斜齿轮表面抛光去毛刺与一般齿轮外齿抛光基本原理一致,仅仅留意工装设计,让耐磨材料在挤压成型时,工作压力与斜齿轮斜坡一致,那样就不容易造成抛光不匀称的情况出現。
4、小型齿轮抛光去毛刺
图中是小型齿轮抛光去毛刺后,在光学显微镜下面的照片。左侧是抛光进行的,右侧是未抛光的,能够见到,初始工件的毛边十分大,抛光后毛边被清除地很完全,工件主体工程沒有损害,并且铁锈与金属氧化物都被清除整洁了。
之上4种种类的齿轮抛光去毛刺,基础能够包含绝大多数齿轮抛光要求。磨砂颗粒流加工工艺运用于齿轮抛光,能够限度地提高齿轮精密度与表面光滑度,提高齿轮在传动系统工作上的性能指标,环保节能并减少噪声,增加齿轮使用期。
有品质才有市场,公司的产品以质量作为保证,广受全体的欢迎,供应的去毛刺机器若有需要也可以进行定制。我公司的去毛刺机器已通过批发的销售方式销往到了全国各地,用户对产品接受度高,为广大全体所欢迎。
各种各样齿轮抛光去毛刺
1、外齿轮镜面玻璃夹层玻璃抛光
运用磨纱颗粒物流为外齿轮抛光,务必将齿轮针对工作服装内,液體金属复合材料从外齿轮表面挤压加工流通性,进行上下双向研磨。单生产批号用时约2-3分钟,对齿轮标准公差伤害约2-3个μ。倘若外齿表面表面表面粗糙度很差,又务必抛得十分镜面玻璃夹层玻璃,则务必提升1-2分钟抛光时间。
2、内齿轮抛光去毛刺
同步齿轮抛光去毛刺比外齿更加简单,工装设计无需充分考虑压力的一致性,只务必将工件维护保养起来,不被夹伤,并可以批量处理就可以。金属复合材料从同步齿轮一端挤入,从另一端挤压成型,如此呼吸系统就可以。同步齿轮抛光,可以处理硬质合金刀具数控刀片的齿轮工件。
3、斜齿轮抛光去毛刺
斜齿轮表面抛光去毛刺与一般齿轮外齿抛光基本概念一致,只是务必注意工装设计,让金属复合材料在挤压加工时,压力与斜齿轮陡坡一致,那般就不易导致抛光不均匀的状况出现。
4、中小型齿轮抛光去毛刺
图上是中小型齿轮抛光去毛刺后,在显微镜下面的照片。左边是抛光开展的,右边是未抛光的,可以看到,原始工件的毛刺十分大,抛光后毛刺被消除地很,工件主体结构没有危害,而且锈迹与氢氧化物都被消除干净整洁了。
以上4种类型的齿轮抛光去毛刺,基本可以包括绝大部分齿轮抛光规定。磨纱颗粒物流制作工艺应用于齿轮抛光,可以程度地提升齿轮精度与表面光泽度,提升齿轮在传动装置工作方面的性能参数,节能环保并降低噪音,提升齿轮使用寿命。
高精密零件去毛刺的合理方法
伴随着经济发展的发展趋势和社会经济发展水准的提高,如今的许多 机器设备全是由诸多的高精密零件所构成的,高精密零件的运用愈来愈普遍。在总数、规格、样子、种类上,高精密零件的发展趋势逐步丰富多彩,加工工艺管理体系愈来愈,但在生产制造加工全过程中的,因为铝压铸、钻削等工艺流程,非常容易造成毛刺。应用合理的去毛刺技术,将零件高精密水平得到提高,降低潜在性风险的产生。
高精密零件规定高规格精密度和不错的粗糙度,对毛刺的除去有高些的规定。除去毛刺的方式有八十多种,现阶段常见的有手工制作去毛刺、电解法、能源去毛刺法、耐磨材料流动性法、激光器去毛刺、超音波去毛刺、有机化学去毛刺等方式。在高精密零件的加工生产制造中应用合理可用的去毛刺技术,对于毛刺自身的缘故开展剖析,随后再选用目的性的去毛刺技术处理,要产生良好工作中循环系统,提升零件的精度,降低偏差,提升经济收益。
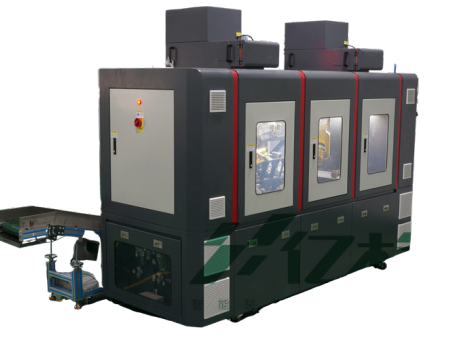
高压水去毛刺机是由四轴数控机床加工管理中心、高压水系统软件、循环水系统、储水箱液位仪系统软件、电子控制系统等组织组成。高压水去毛刺机以加工管理中心为基本,配上自制刀库换刀系统软件,可安裝6把高压清理喷嘴。高精密电脑上数控分度盘可让产品工件一次加工三面,提升加工精密度和加工率。变频电动机驱动器,工作压力、总流量能够依据调整和操纵。另外装有健全的家用电器自动控制系统、智能化防御系统,了机器设备的平稳运作,可避免因实际操作不善或粗心大意所导致的生产制造安全事故。
针对高精密零件来讲,在去毛刺技术的应用全过程中,务必要依照细腻化的标准来进行,充足确立毛刺造成的缘故,将去毛刺技术合理充足的充分发挥,使率和品质的迅速提高。
广东亿达智能装备有限公司在工业机器人行业中能有今天的成绩,更多的原因是落实精益管理,实现挖潜增效。感谢全体多年来的支持和信赖,公司以客户为中心,以其需求为动力,供应的去毛刺机器质量获得了业界的认可。欢迎各界朋友莅临参观、指导和业务洽谈,在路上让我们一起携手创造新里程。
小零件去毛刺,孔内去毛刺设备,浮动去毛刺工具,去毛刺机器的相关信息就介绍到这里了,希望对大家有所帮助。更多详情,欢迎致电咨询