太仓钢丝探伤仪-怎样才能买到价格适中的钢丝探伤仪
科技是首要生产力,苏州德斯森电子有限公司响应时代的号召,引进成熟的无损检测仪器的生产设备和生产技术。不仅提高了产品的生产效率还的提升了产品的质量。好的产品要有的质感和分量,钢丝探伤仪是公司的主打产品。该款产品主要体现了我司对产品的严格要求,我司要求每一个产品不只是要从外观上吸引顾客更要从质量上留住顾客。每一个愿意尝试的顾客都是潜在顾客,把潜在顾客变成忠实顾客是我司的目标。


太仓钢丝探伤仪-怎样才能买到价格适中的钢丝探伤仪。
我们来设置探伤灵敏度,因为无缝管是不容许出现缺陷的,所以DAC曲线就免了,直接将增益调整到没有杂波的值,建议设置在80-90db比较合理。也有一些客户要求可以忽略一些小的缺陷(又是强大的“国情”),这时候只能使用对比法调整灵敏度了,让客户用线切割在无缝管表面沿轴向开一个槽,宽度由客户决定(客户能容许ф1以下的缺陷就开 ф1的槽),再用这个槽设置灵敏度就好了。然后在无缝管上涂上机油。将安装好契块的探头放在无缝管上面可以发现它们贴合的非常好。在周向小幅度左右晃动探头,沿轴向做锯齿状游走,出现波形信号则用红笔对这一段进行标记,表示这一段应该判废。整段无缝管扫查结束后,用手纸查干净工件和探头表面的耦合机,探伤工作就结束了。

涡流检测在钢铁行业中应用非常广泛,包括金属棒、线材探伤、结构件疲劳裂纹探伤、材料成分及杂质含量的鉴别、热处理状态的鉴别、混料分选、测量金属薄板的厚度等诸多方面。近年来,随着对涡流检测技术认识的深入以及计算机、仪器仪表和数字信号处理技术的发展,涡流无损检测技术在钢铁工业中的应用取得了突破,对于某些以往认为是检测极限或“不可能”的难题,找到了解决的办法或思路。例如,目前有人提出了1100℃以上高温连铸板坯表面缺陷模拟在线检测,将传统的涡流检测对象的温度提高了几百度,而瑞典一家公司研制出了检测1000℃高温钢和其他金属板材、坯材的涡流检测设备。此外,涡流检测的应用还延伸到了不锈钢毛细管、直径小于1mm的丝材及结晶器液位检测等方面。涡流检测是利用电磁感应原理,通过测定被检工件内感生涡流的变化来无损地评定导电材料及其工件的某些性能,或发现缺陷的无损检测方法。当线圈流过高频交变电流时会在其中产生交变磁场,如果该磁场靠近金属工件表面,则在工件中能感应出电流,简称涡流。涡流的大小与金属材料的导电性、导磁性、几何尺寸及其中的缺陷形态有关。涡流本身也会产生磁场,其强度取决于涡流的大小,其方向与线圈电流磁场相反,它与线圈磁场叠加后形成线圈的交流阻抗。涡流磁场变化会引起线圈阻抗的变化,测量出该阻抗变化的幅值与相位即能间接地测量出工件表面与近表面材质异常或缺陷尺寸。

太仓钢丝探伤仪-怎样才能买到价格适中的钢丝探伤仪。
不锈钢毛细管的检测
对其细小管径如不锈钢毛细管离线或在线无损探伤,采用电磁涡流检测方法虽然可行,但配置特种探头才能达到满意效果。因毛细管比较细小的管径,目前的工艺水平尚无法制作内穿探头,也无法使用点式探头进行检测,只能通过外穿过式探头进行检测。西安交通大学与爱德森(厦门)电子有限公司联合研制的差动式外穿探头,在对线圈的宽度、厚度、两线圈之间的跨度、探头和毛细管之间的间隙、线径等多方面进行计算及后,配置了特制的外穿式特种探头,在检测频率为666kHz时,对Φ1mm及Φ0.45mm的不锈钢毛细管进行检测,均获得了较好的效果。
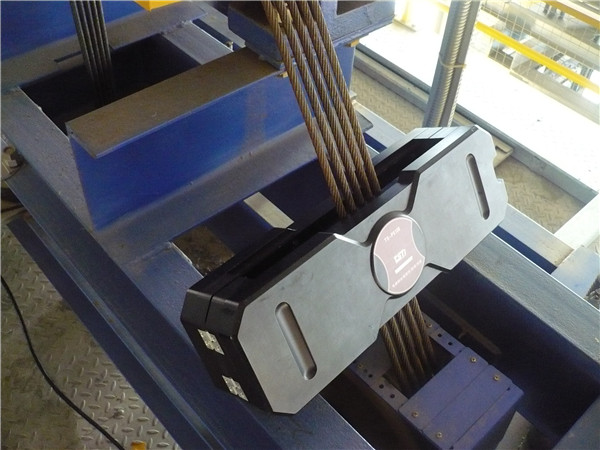
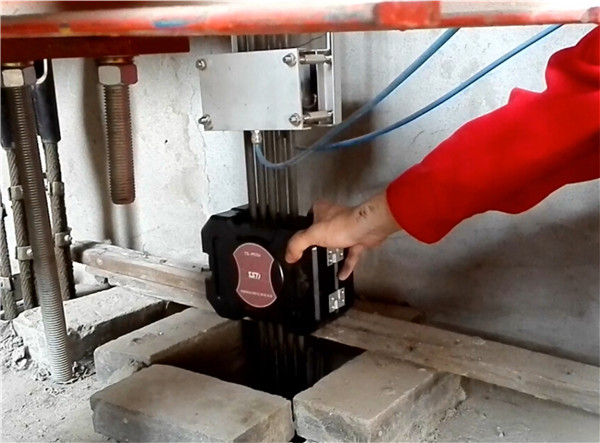
钢丝在线检测
钢丝在线检测一般使用两种方法:一种是旋转探测式,即涡流探测器绕钢丝高速旋转。这种方法主要用来检测沿钢丝纵向延伸的裂纹、刮伤和拉丝划痕。相对于钢丝的运动,探测器的轨迹这螺旋状。使用多个探测器并列高速旋转,可以达到的检查,但其表面探伤的灵敏度有限。在探测器和钢丝之间不易保持恒定的间距,间隙增加时灵敏度减少,如果钢丝偏心,间隙就会变化。采用高速处理器可以自动感知间隙,并不断地进行补偿,使系统的灵敏度得到提高。另一种是环绕线圈式。钢丝从环形线圈中穿过,换能器有效地检查涡流在一个剖面的分布,并与前一个剖面对比,适合检测点状缺陷和圆周方向的裂纹,对于横裂纹、V型裂纹、夹杂物、凹坑和折叠有很高的灵敏度。检测速度快,检测直径范围大。
环绕线圈式的驱动电流比旋转探测式高,有的深度穿透性。系统稳定性好,不受温度变化和其他因素的影响。当磁铁材料在居里点800℃以下时,磁饱和后会使信号受到抑制,但可以通过调节磁场强度避免磁饱和,提高灵敏感。目前大都使用环绕线圈式,也可以将上述两种方法结合使用。涡流技术在拉丝、油回火生产线、冷镦钢丝或弹簧钢丝生产中得到了很好的应用。水冷环绕线圈对温度超过1100℃的盘条进行检测,其检测速度超过500km/h。
“优异的产品、成熟的技术、尽善尽美的服务”是德斯森电子所有职员的追求目标,作为可靠从事钢丝探伤仪的供应商,长期为需要群体提供成熟技术和良好服务,倡导绿色环保节能,高能和谐发展。公司不断的整合企业资源,以可靠、节能、环保的钢丝探伤仪满足需要群体各方位的需求。

液位检测
结晶器液位的检测是连铸生产过程中实现液位自动控制的关键。涡流式钢水液位计具有反应速度快、测量精度高、不需特殊安全防护、安装维护方便等显著优点,实用化进展很快。宋东飞介绍了攀钢改造采用国内生产的RAM系列涡流型钢水液位控制仪的情况。该测量系统采用涡流式传感器测量钢水液位,由振荡器产生的50kHz高频信号供给传感器的初级线圈(激励线圈),由于受钢水内涡流电流的影响,由初级线圈产生交变磁场随液位高度变化。在次级线圈(测量线圈)内将产生与通过线圈磁场的强度成正比例变化的电压VγV2,从而差动电压(V1-V2)随液位高度变化。通过对V1-V2进行放大、相位、频率、振幅分析及线性化,送给16位的高性能单片机80C196KC处理,即得于液位高度测量信号,经控制仪转换成4~20mA信号送到结晶器液位控制系统PLC。该控制仪测量范围为0~150mm,分辩力为0.1mm。运行表明,该液位控制系统性能稳定可靠,使用精度达±3mm,不但减少了铸坯表面裂纹,提高了产品质量,而且经济效益显著

1.超声波探伤原理
超声波测试的基本方法是基于超声波的频率要高于20KHz。对于不同频率和波形.从材料返回的波形是不同的。当超声波进入材料后将在材料中产生机械振动超声波在被检测材料中传播时.材料的声学特性和内部组织的变化对超声波的传播产生的影响通过对超声波受影响程度和状况的探讨来了解材料性能和结构的变化.
检测过程是通过使用一种压电晶片向材料里面发射超声波进行的这种压电晶片被称为探头或fI~Iio(I!用的探头分)be-~和双晶两种探头是基于脉冲反射的原理.脉冲反射方式是:超声波进入材料中.当遇到缺陷或界面时.声波将被反射回探头通过观察波形中反射回的能量多少可知道缺陷的大小大的缺陷比小的缺陷返回的能量多.测试过程是通过纵波和横波两种波形来完成的。纵波是用来检测钢板内部缺陷的.这种波适合检测钢板内部的分层、夹渣和球状裂纹:横波被用来检测钢板表面和内部的纵向线状缺陷.
为了使超声波进入材料和从材料中反射探头与被测材料尽量靠近并且在探头和被测材料之间有介质.在钢材的超声波探伤中多用水耦台剂.检测期间所以探头处在离钢材表面同一水平面声音藕合由水来完成.
2.系统组成及检测功能
超声波探伤装置是一个完整的系统.由检测系统、数据系统、自动控制系统、报告输出系统、缺陷标记系统等子系统组成.为检测工件需要配套运输辊道、压紧辊、侧导辊、打正机等。
检测器探头安装在测试钢下方的两个伺服驱动架上的探头机座内按照编码的通道根椐钢材的宽度进行扫描.窄的钢材要求测试一个通道而宽的则需测试3个通道.每次进行测试时.探头在支架内执行浮移和倾斜功能。由此.探头表面与工件尽可能的水平接触同时也能补偿了工件表面的偏差值.
服务是单向的,沟通是双向的,切实满足客户先在的和潜在的需求,提倡给客户更多的感动。苏州德斯森电子有限公司重合同,守信用,维护企业好名誉。衷心期望着与各位朋友互信互助、共同发展。良好的销售是打开市场的金钥匙。我司努力开拓市场,扩大销售范围,进一步向客户提供更优异的钢丝探伤仪和服务。欢迎来电,愿与广大新老客户携手共创美好的明天。
倘若您对我们的太仓钢丝探伤仪,钢丝探伤仪信息还心存疑虑,欢迎致电联系了解详情